
ТНС (Torch Height Control )
Автоматический контроль высоты плазменной горелки по напряжению дуги.
«Сделать сложно и дорого — легко. Сделать просто и разумно — гораздо сложнее.» Александр Журба.
Начнём с теории. При включении аппарата плазменной резки на катод (электрод) и деталь подаётся напряжение примерно 300В, т.к. катод и сопло не имеют контакта, разделены изолирующим диффузором, то ничего не происходит ток через эту цепь не идёт.
Для «поджига» плазмы используется слабый высоковольтный разряд, длина его дуги до 20-30мм, как искра зажигания у машины или искра от кремния зажигалки. Эта искра создает токопроводящий мостик, через который пробивается рабочий ток. (хочу напомнить, что плазма — проводник). Источник тока плазмы контролирует силу тока, а напряжение имеет большой разбег 70-250В. Чем дальше горелка от детали тем больше длина плазмы тем больше сопротивление цепи вследствие чего выше напряжение. Для того чтобы держать сопло плазменной горелки на расстоянии 2-4мм от детали, нужно ориентируясь по напряжению 90-120В, управлять приводом оси Z .
Как сделать УП для ЧПУ в Artcam? ✅ Фрезерный станок на Mach3. Уроки в Арткам.
Существует множество систем контроля высоты по напряжению дуги. И у всех есть свои преимущества и недостатки (в основном проблемы с надёжностью и ремонтопригодностью). Источник тока для плазменной резки в особенности дешёвые китайские излучают огромнейшие помехи во всех диапазонах. Для наглядности достаточно провести эксперимент: прикрепите кусочки проводов к обычному светодиоду, при включенной плазме он будет мигать в другом конце помещения. При работе плазменной резки глушится радио, телевизор, связь и виснут незаземлённые компьютеры.
По этому технологии контроля высоты плазмы с использованием микроконтроллера или полевых транзисторов в большинстве случаев обречены на недолгую и насыщенную настройками жизнь. Помимо прямого пробоя есть ещё и индуктивные наводки, которые представляют особую опасность для слаботочных низковольтных систем.
Сделать систему автоматического контроля высоты плазменной горелки по напряжению дуги на микроконтроллере AVR ( например ATmega8, ATmega32) пара пустяков. Вопрос в ремонтопригодности. Если такая система на микроконтроллере перестанет работать, то отремонтировать её может только её создатель, так же, если изделие на микроконтроллере нуждается в ремонте — то проще сделать новое с нуля , чем чинить чужое.
При разработке системы автоматического контроля высоты плазменной дуги прежде всего было уделено внимание простоте конструкции, и возможности отремонтировать своими силами обычному электрику в любом колхозе или ауле.
Для измерения напряжения плазменной дуги надо использовать высокоомный вход без конденсаторов и стабилитронов, чтобы не уменьшать силу искры поджига. Так же обязательна гальваническая развязка между измеряемым напряжением и исполнительными механизмами. Возможна автономность (от компьютера) работы.
Схема ТНС системы автоматического контроля высоты плазменной горелки ЧПУ плазмореза
Вольтметр имеет три положения (установлены ограничители хода, и отражатель (маленький кусочек фольги)) «Меньше», «Норма», «Больше». В положении «Меньше» срабатывает первый оптодатчик и первое реле, в положении «Больше» срабатывает второй оптодатчик и второе реле, в положении «Норма» оба оптодатчика и реле в выключенном состоянии.
При включении источника тока плазмы напряжение на входе 300В, стрелка отражает луч оптодатчика «Больше», срабатывает первое реле и мотор опускает горелку. Происходит контакт горелки с деталью, загорается плазменная дуга, напряжение падает до 60В, стрелка переходит в положение «Меньше», срабатывает второй оптодатчик и второе реле, мотор поднимает горелку, до тех пор пока не будет положение стрелка «Норма». Когда источник тока плазмы выключается стрелка переходит в положение «Меньше» и второе реле поднимает горелку до срабатывания ограничивающего концевика. (Лампочка (на видео) включена параллельно моторчику для уменьшения холостого «выбега», т.е. без лампочки или гасящего резистора после срабатывания концевика моторчик продолжает вращаться по инерции, а гасящее сопротивление (лампочка) «тормозит» моторчик после отключения питания)
С использованием шагового двигателя и под управлением оси Z программой Mach3
Основа как описано выше, только в приводе оси Z задействована программа Mach3 преимущество данного варианта — точная высота прокола и расширенные настройки ТНС.
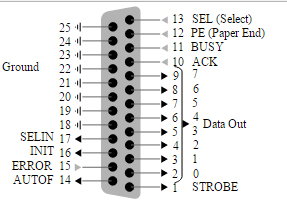
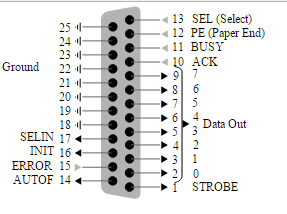
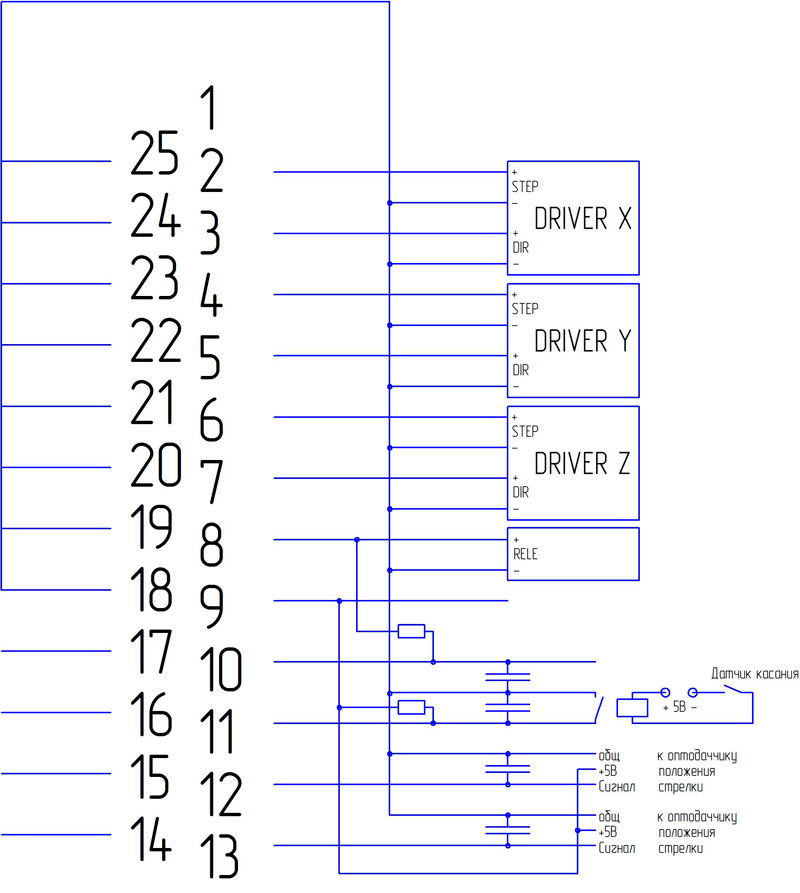
Подключение
2 — шаг мотора X ,
3 — направление мотора Х,
4 — шаг мотора Y ,
5 — направление мотора Y ,
6 — шаг мотора Z ,
7 — направление мотора Z ,
8 — выход включения плазмы,
9 — выход +5в для подтяжки входов
10 — вход THC ON сигнал включения ТНС,
11 — вход касания поверхности,
12 — вход THC UP сигнал ТНС вверх,
13 — вход THC DOWN сигнал ТНС вниз

Тактика работы: пример G кода
G0 X50.0000 Y 5 0.0000 ‘ холостое перемещение
G31 Z-150 F400 ‘опускаем до касания до -150 со скоростью 400 мм в минуту
G92 Z-4 ‘обозначаем Z как -4
G0 Z1 ‘поднимаемся до 1мм
M3(PLasma On) ‘ включаем плазму
G4 P0.5000 ‘ ждём 0,5 сек
G1 X0.0000 Y 0.0000 F600.00 ‘ рабочее перемещение со скоростью 600 мм в минуту
G4P0.50
M5 (Plasma Off)
G0 Z50 ‘ поднимаем голову на 50мм
M30
или тоже самое можно организовать с применением макросов
C:Mach3macrosplasma
m3.m1s
ActivateSignal(Output2) ‘подаем +5В на выход 2 ЛПТ
Code «G31 Z-50 F1000» ‘опускаем до касания до -50 со скоростью 1000
While IsMoving() ‘ Подождать пока произойдет касание
Wend
Code «G92 Z-3» ‘обозначаем Z как -3
Code «G0 Z1» ‘поднимаемся до 1мм
While IsMoving()
Wend
DoSpinCW() ‘включаем плазму
Code «G4 P0.5000» ‘пауза 0,5 сек
Code «F1000» ‘
m5.m1s
Code «G4 P0.5000» ‘пауза 1 сек
DoSpinStop() ‘выключаем плазму
DeactivateSignal(Output2) ‘подаем 0 на выход 2 ЛПТ
Code «G0 Z100»
While IsMoving()
Wend
Тогда тот же код будет таким:
G0 X50.0000 Y 5 0.0000 холостое перемещение
M3(PLasma On) включаем плазму
G1 X0.0000 Y 0.0000 рабочее перемещение
M5 (Plasma Off)
M30
Для редактирования файлов макроса и g- кодов пользуйтесь этим блокнотом https://notepad-plus-plus.org/
Чертёж самодельная Плазменная горелка схема сделать своими руками
Источник: armatura-ural.com
Управление Mach3 и выполнение Управляющей Программы (УП)
Эта глава объясняет назначение экранов программы Mach3, с помощью которых производятся установки и выполнение работы на станке. Она предназначена для операторов станка и программистов, создающих Управляющие программы (УП) для системы работающей под Mach3.
Введение
Эта глава содержит большое количество детальной информации. Рекомендуем основательно изучить параграф 6.2, рассказывающий об элементах контроля и управления, помещенных на экранах программы, прежде чем заняться вводом и редактированием УП.
Методы управления программой
В первый момент знакомства с программой Вы, вероятно, будете удивлены разнообразием опций и данных, отображенных на экранах Mach3, но позже Вы поймете, что в действительности все они организованы в локальные логические группы. Мы будем называть их в дальнейшем Органы Управления. Таким образом, этим термином мы будем называть все кнопки и соответствующие им клавиатурные комбинации, управляющие Mach3 и информационные дисплеи ЦИ (Цифровая Индикация), а также сообщения и графические аналоги светоизлучающих диодов (в дальнейшем Светодиоды).
Элементы каждой группы Органов Управления описаны в этой главе. Порядок описания групп установлен так, чтобы быть наиболее доступным для понимания большинством пользователей.
Следует отметить, что реально экраны Вашего Mach3 включают не все сразу группы Органов Управления. Это сделано для того, чтобы улучшить удобочитаемость представленного на экране, а также основано на опыте применения ПО в условиях реального производства.
Рисунок 6.1 – Группа Органов Управления переключения экранов.
С помощью программы Screen Designer Вы можете добавлять или удалять различные Органы Управления на экранах программы Mach3. Также Вы можете разрабатывать и создавать свои собственные экраны Mach3, в зависимости от конкретных условий Вашей работы. Подробнее — см. мануал Customising Mach3.
Переключение между экранами
Эта группа помещена на каждом экране Mach2. Она позволяет переходить с экрана на экран программы, а также представляет информацию о текущем состоянии системы.
Сброс (Reset)
Это нажимающаяся кнопка. Когда система в устойчивом состоянии, светодиод горит постоянно, при изменении некоторых кондиций Генератор подкачки импульса требует нажатия этой кнопки, что приводит систему в норму.
Сообщения
Появляющиеся в этой группе сообщения информируют об ошибках, текущем режиме, названии файла текущей УП и используемом профиле.
Рисунок 6.2 – Органы Управления осями
Кнопки выбора экранов
Этими кнопками можно переключаться между экранами профиля. Имеются также клавиатурные комбинации, указанные на кнопках и выполняющие те же функции, что и сами кнопки. Не следует при использовании этих комбинаций нажимать клавишу Shift.
Источник: infopedia.su
Сборка ЧПУ стола под управлением компьютера с программой Mach3 .
ТНС (Torch Height Control )
Автоматический контроль высоты плазменной горелки по напряжению дуги.
«Сделать сложно и дорого — легко. Сделать просто и разумно — гораздо сложнее.» Александр Журба.
Начнём с теории. При включении аппарата плазменной резки на катод (электрод) и деталь подаётся напряжение примерно 300В, т.к. катод и сопло не имеют контакта, разделены изолирующим диффузором, то ничего не происходит ток через эту цепь не идёт.
Для «поджига» плазмы используется слабый высоковольтный разряд, длина его дуги до 20-30мм, как искра зажигания у машины или искра от кремния зажигалки. Эта искра создает токопроводящий мостик, через который пробивается рабочий ток. (хочу напомнить, что плазма — проводник). Источник тока плазмы контролирует силу тока, а напряжение имеет большой разбег 70-250В. Чем дальше горелка от детали тем больше длина плазмы тем больше сопротивление цепи вследствие чего выше напряжение. Для того чтобы держать сопло плазменной горелки на расстоянии 2-4мм от детали, нужно ориентируясь по напряжению 90-120В, управлять приводом оси Z .
Существует множество систем контроля высоты по напряжению дуги. И у всех есть свои преимущества и недостатки (в основном проблемы с надёжностью и ремонтопригодностью). Источник тока для плазменной резки в особенности дешёвые китайские излучают огромнейшие помехи во всех диапазонах. Для наглядности достаточно провести эксперимент: прикрепите кусочки проводов к обычному светодиоду, при включенной плазме он будет мигать в другом конце помещения. При работе плазменной резки глушится радио, телевизор, связь и виснут незаземлённые компьютеры.
По этому технологии контроля высоты плазмы с использованием микроконтроллера или полевых транзисторов в большинстве случаев обречены на недолгую и насыщенную настройками жизнь. Помимо прямого пробоя есть ещё и индуктивные наводки, которые представляют особую опасность для слаботочных низковольтных систем.
Сделать систему автоматического контроля высоты плазменной горелки по напряжению дуги на микроконтроллере AVR ( например ATmega8, ATmega32) пара пустяков. Вопрос в ремонтопригодности. Если такая система на микроконтроллере перестанет работать, то отремонтировать её может только её создатель, так же, если изделие на микроконтроллере нуждается в ремонте — то проще сделать новое с нуля , чем чинить чужое.
При разработке системы автоматического контроля высоты плазменной дуги прежде всего было уделено внимание простоте конструкции, и возможности отремонтировать своими силами обычному электрику в любом колхозе или ауле.
Для измерения напряжения плазменной дуги надо использовать высокоомный вход без конденсаторов и стабилитронов, чтобы не уменьшать силу искры поджига. Так же обязательна гальваническая развязка между измеряемым напряжением и исполнительными механизмами. Возможна автономность (от компьютера) работы.
Схема ТНС системы автоматического контроля высоты плазменной горелки ЧПУ плазмореза
Вольтметр имеет три положения (установлены ограничители хода, и отражатель (маленький кусочек фольги)) «Меньше», «Норма», «Больше». В положении «Меньше» срабатывает первый оптодатчик и первое реле, в положении «Больше» срабатывает второй оптодатчик и второе реле, в положении «Норма» оба оптодатчика и реле в выключенном состоянии.
При включении источника тока плазмы напряжение на входе 300В, стрелка отражает луч оптодатчика «Больше», срабатывает первое реле и мотор опускает горелку. Происходит контакт горелки с деталью, загорается плазменная дуга, напряжение падает до 60В, стрелка переходит в положение «Меньше», срабатывает второй оптодатчик и второе реле, мотор поднимает горелку, до тех пор пока не будет положение стрелка «Норма». Когда источник тока плазмы выключается стрелка переходит в положение «Меньше» и второе реле поднимает горелку до срабатывания ограничивающего концевика. (Лампочка (на видео) включена параллельно моторчику для уменьшения холостого «выбега», т.е. без лампочки или гасящего резистора после срабатывания концевика моторчик продолжает вращаться по инерции, а гасящее сопротивление (лампочка) «тормозит» моторчик после отключения питания)
С использованием шагового двигателя и под управлением оси Z программой Mach3
Основа как описано выше, только в приводе оси Z задействована программа Mach3 преимущество данного варианта — точная высота прокола и расширенные настройки ТНС.
Подключение
2 — шаг мотора X ,
3 — направление мотора Х,
4 — шаг мотора Y ,
5 — направление мотора Y ,
6 — шаг мотора Z ,
7 — направление мотора Z ,
8 — выход включения плазмы,
9 — выход +5в для подтяжки входов
10 — вход THC ON сигнал включения ТНС,
11 — вход касания поверхности,
12 — вход THC UP сигнал ТНС вверх,
13 — вход THC DOWN сигнал ТНС вниз
Тактика работы: пример G кода
G0 X50.0000 Y 5 0.0000 ‘ холостое перемещение
G31 Z-150 F400 ‘опускаем до касания до -150 со скоростью 400 мм в минуту
G92 Z-4 ‘обозначаем Z как -4
G0 Z1 ‘поднимаемся до 1мм
M3(PLasma On) ‘ включаем плазму
G4 P0.5000 ‘ ждём 0,5 сек
G1 X0.0000 Y 0.0000 F600.00 ‘ рабочее перемещение со скоростью 600 мм в минуту
G4P0.50
M5 (Plasma Off)
G0 Z50 ‘ поднимаем голову на 50мм
M30
или тоже самое можно организовать с применением макросов
C:Mach3macrosplasma
m3.m1s
ActivateSignal(Output2) ‘подаем +5В на выход 2 ЛПТ
Code «G31 Z-50 F1000» ‘опускаем до касания до -50 со скоростью 1000
While IsMoving() ‘ Подождать пока произойдет касание
Wend
Code «G92 Z-3» ‘обозначаем Z как -3
Code «G0 Z1» ‘поднимаемся до 1мм
While IsMoving()
Wend
DoSpinCW() ‘включаем плазму
Code «G4 P0.5000» ‘пауза 0,5 сек
Code «F1000» ‘
m5.m1s
Code «G4 P0.5000» ‘пауза 1 сек
DoSpinStop() ‘выключаем плазму
DeactivateSignal(Output2) ‘подаем 0 на выход 2 ЛПТ
Code «G0 Z100»
While IsMoving()
Wend
Тогда тот же код будет таким:
G0 X50.0000 Y 5 0.0000 холостое перемещение
M3(PLasma On) включаем плазму
G1 X0.0000 Y 0.0000 рабочее перемещение
M5 (Plasma Off)
M30
Для редактирования файлов макроса и g- кодов пользуйтесь этим блокнотом https://notepad-plus-plus.org/
Чертёж самодельная Плазменная горелка схема сделать своими руками
Источник: armatura-ural.ru