
LaserGRBL – это бесплатное программное обеспечение для управления лазерными гравировщиками. Это программное обеспечение с открытым исходным кодом, которое применяется для лазерного гравирования или резки при помощи лазерных станков и ЧПУ-устройств. LaserGRBL поддерживает сценарии для дистанционного управления и может гравировать изображения, создавая G-код для управления процессом гравировки.
LaserGRBL предлагает следующие возможности:
- Предпросмотр работы: Программа позволяет предварительно просмотреть, как будет выглядеть конечный результат, перед тем как начать гравировку.
- Генерация G-кода: LaserGRBL может генерировать G-код из вашего дизайна, который можно использовать для управления ЧПУ-станками и лазерными гравировщиками.
- Работа с изображениями: LaserGRBL поддерживает импорт изображений в различных форматах, таких как .jpg, .bmp, .png и др. Эти изображения затем можно гравировать на различных материалах.
- Работа с растровой графикой: В отличие от некоторых других программ для лазерной гравировки, LaserGRBL может гравировать не только векторные, но и растровые изображения, что делает его очень гибким инструментом.
- Регулировка скорости и мощности: LaserGRBL позволяет регулировать скорость и мощность лазера для достижения оптимального результата.
Как подготовить макет для лазерной резки и гравировки в иллюстраторе

Вторую статью мы посвятим тому, чтобы осуществить подключение и запуск лазерного гравера Gistroy. В прошлой статье мы сделали все подготовительные работы для того, чтобы сейчас беспрепятственно оживить устройство.
Напоминаем, если Вы ищете качественный лицензионный софт для работы с лазерным гравером, советуем ознакомится с нашей программой LightBurn.
Итак, для начала нам необходимо подсоединить гравер к компьютеру посредством провода USB.
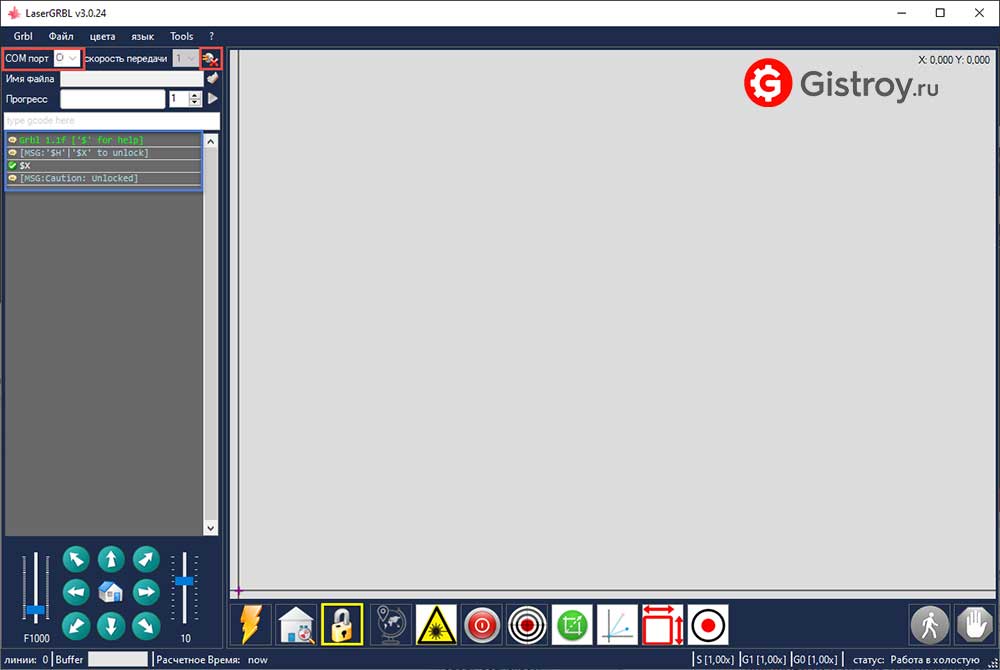
Теперь запускаем установленную нами ранее программу LaserGrbl.
Выбираем COM порт (красный прямоугольник), к которому подсоединен гравер и нажимаем ‘connect’ (красный цвет). Получили отклик от программы, о том, что гравер распознан (синий цвет). Теперь разблокируем устройство, выполнив нажатие на иконку «замок» на рабочем поле (желтый цвет).
LaserGRBL configuration
Затем нам нужно загрузить конфигурацию гравера для того, что бы определить его габариты и параметры всех узлов для корректной работы устройства.
Инструкция для LaserGRBL на русском здесь
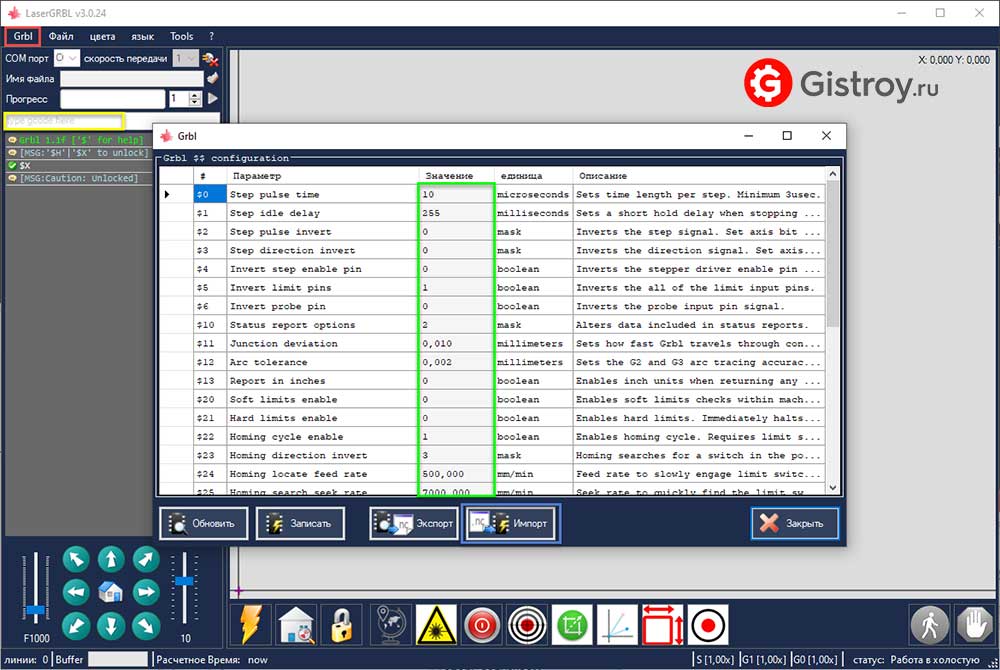
Для этого заходим во вкладку Grbl (красный прямоугольник) и выбираем пункт Grbl Configuration. Кликаем на иконку импорт и загружаем файл с конфигурацией Вашего устройства (синий цвет). Либо прописываем вручную скорость, ускорение, шаги и другие параметры, перейти к статье о настройках (зеленый прямоугольник). Убедитесь что параметры введены успешно, отправив в консоль команду «$$» (желтый цвет). Далее выходим из меню.
Подготовка файлов для лазерной резки
Теперь подаем питание на гравер, воткнув вилку в розетку и нажав на кнопку включения, расположенную на корпусе устройства сзади. Гравер начал гудеть, это заработала система обдува.
Программа LaserGRBL
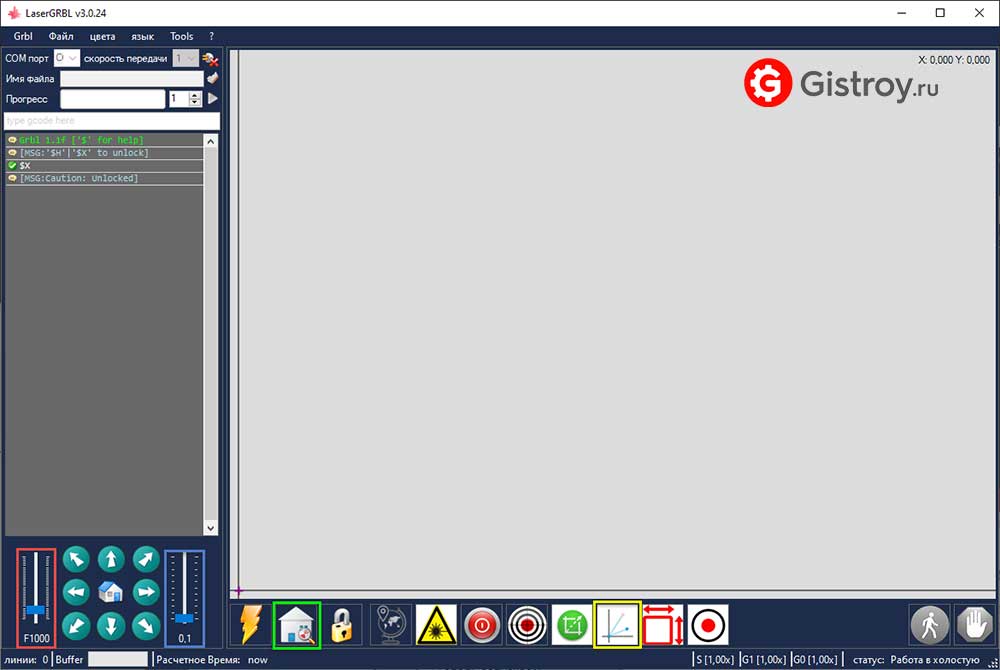
В левом нижнем углу, установим скорость перемещения лазера подняв левый ползунок вверх на максимум (красный прямоугольник). Правым ползунком мы регулируем шаг перемещения лазерной головки (синий цвет) .
Итак, нажимаем на кнопку с пиктограммой дом (зеленый прямоугольник), которая откалибрует устройство и пробежится по двум концевикам осей Х и У. Для определения начала координат и задания нуля нажмем на добавленную нами в первом выпуске иконку»свободное позиционирование» (желтый прямоугольник), и посмотрев в правый верхний угол убедимся что, наши координаты Х и У обнулились.
Протестируйте движение гравера, покатайтесь по всему рабочему полю с помощью стрелок в левом нижнем углу. Для удобства перемещаться Вы можете по средствам кнопок на цифровой клавиатуре справа. Вернемся домой нажав на иконку «домой». Если у Вас нет концевых выключателей, то кнопка домой не будет работать.
Теперь, использовав иконки включения и выключения проверим откликается ли на наши команды лазер. Но, для начала совершим подготовительные действия, а именно:
- Подложим какую-нибудь дощечку/фанеру под рабочую поверхность для того, чтобы не прожечь пол, стол, или любую поверхность на котором стоит устройство.
- Установим шаг перемещения лазерной головки в минимальное значение, чтобы лазерный луч не прожег длинную полосу при движении (синий прямоугольник)
После включения следует его сразу же выключить в целях безопасности.
LaserGRBL как пользоваться
Давайте проведем тестовое испытание гравера, выжжем небольшую картинку. И конечно же приготовим очки во избежании прожига сетчатки.
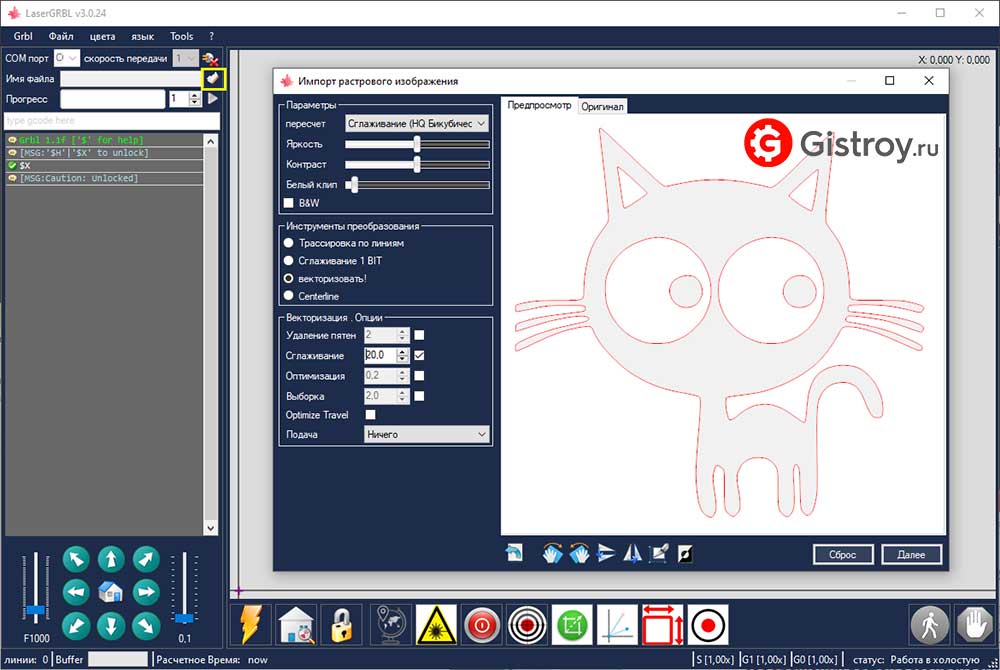
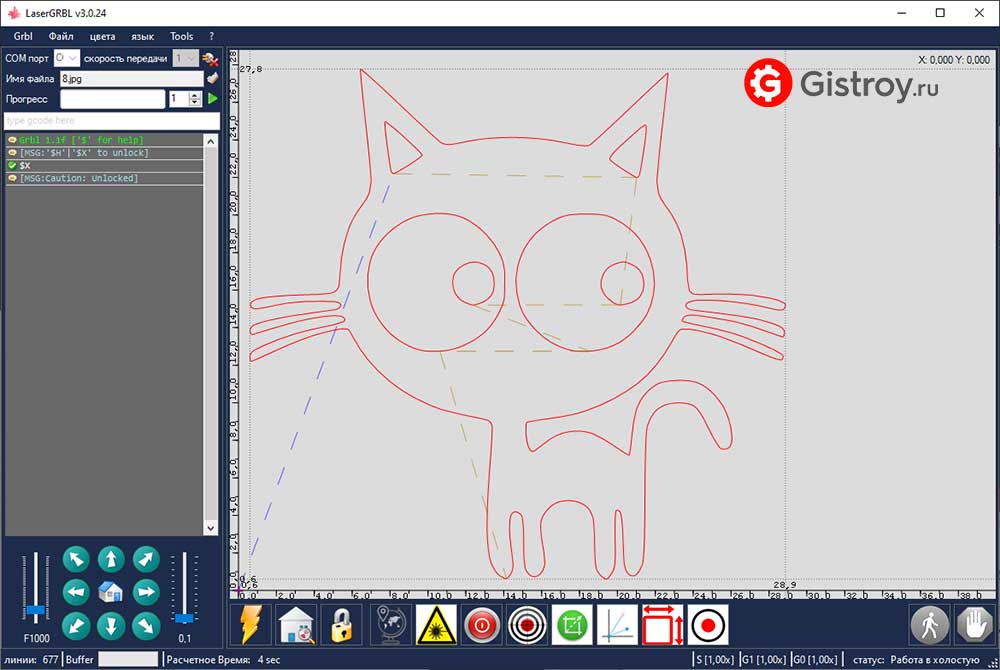
После установки заготовки на рабочем поле нам надо загрузить изображение, для этого бежим в левый верхний угол и нажимаем на иконку «открыть файл» (желтый квадрат), выбираем любое изображение из тестовых, допустим кота, открываем. Для ускорения процесса векторизируем изображение. Как видим, мы получили только контур кота, на данном этапе нас это вполне устраивает. Теперь в опции векторизация поставим галочку напротив параметра «сглаживание» и введем число 20 – это делается для того, чтобы при малых габаритах изображение не получилось ломанным и угловатым.
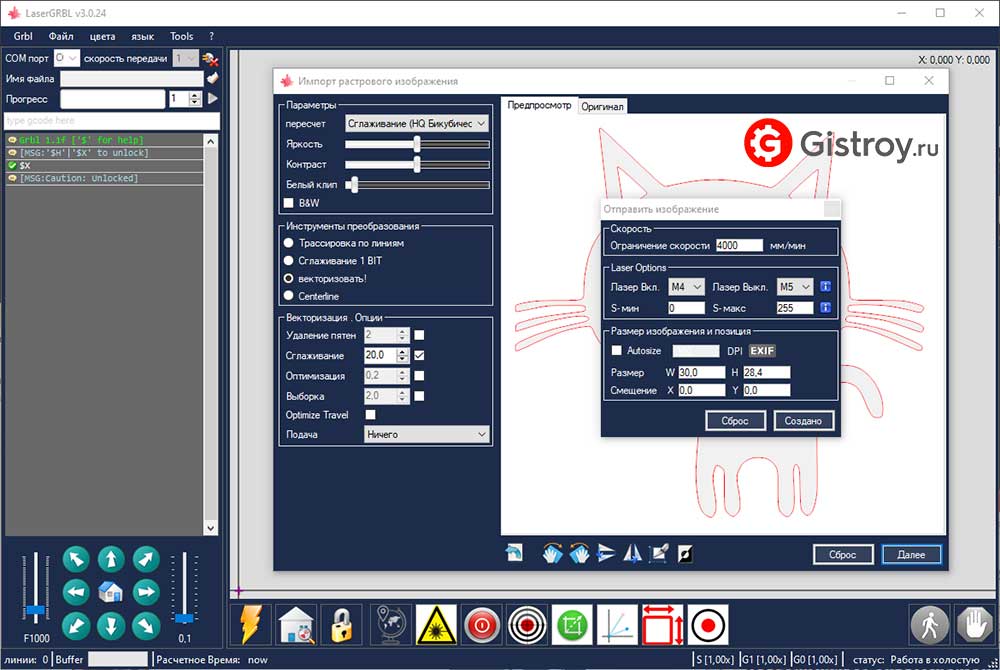
Нажимаем кнопку «Далее» В появившемся окне для тестового изображения выставим максимальную скорость гравировки — 4000 мм/мин.
Cкачать программу LaserGRBL здесь
В параметре Laser Options меняем команду для включения лазера с М3 на М4. Эту манипуляцию Вам нужно провести единожды, так как программа сохранит этот параметр. Размер изображения зададим допустим 30 х 28. Создаем изображение. В поле у нас появился наш кот.
Гравировку изображения мы можем осуществить от угла, заданного концевыми выключателями, для этого Вы просто калибруете устройство, нажав на иконку домой, после чего обнуляете координаты нажав на свободное позиционирование. Устанавливаете Ваш материал, на котором производите гравировку, в угол рабочего поля и «кликаем» на play в левом верхнем углу. По завершении гравировки нажимаем на иконку «отъехать» для беспрепятственного извлечения заготовки.
Cкачать программу LaserGRBL
Еще один вариант – как осуществить гравировку в нужном Вам месте на холсте. Для этого, помещаем холст на рабочее поле. Нажимаем кнопку прицеливание и подъезжаем к нужному месту заготовки, при этом наблюдаем слабое свечение лазера благодаря которому можно прицелиться и осуществить фокусировку. О фокусировке мы писали в нашей статье. Для интенсивного перемещения установим шаг побольше.
Мы нашли искомую точку, нажимаем на кнопку свободное позиционирование для инициализации нового нуля, и надев очки, нажимаем на Play.
Важно, наблюдать за процессом гравировки постоянно даже в очках не рекомендуется, опять же в целях безопасности.
Скачать программу LaserGRBL Вы можете в архиве ниже.
Источник: gistroy.ru
Написание УП для лазера в ArtCam
Всем добрый день.В интернете полно различных сборных моделей,которые вырезают лазером.Понятно,что нужно прорезать за несколько проходов.Реально ли в ArtCam написать УП для лазера?Либо какая лучше программа подойдет для данного дела?На форуме все почему-то делают лазером фотографии,а сборные модели нет.
Темы из этой же категории
- Встречайте мой новый лазерный станочек
- Компрессор для диодного лазера 80 W
- Настройка лазерного станка Sculpfun и не только.
- Нужен Экономический совет! Ремонт или замена?
- Тест диодного лазера LT-40W-F23 на фанере
Василич
Василич
МЕСТНЫЙ МАСТЕР
МОДЕРАТОР
Либо какая лучше программа подойдет для данного дела?
В laserGRBL можно задать требуемое количество проходов при резке лазером, и даже предусмотреть опускание лазера на нужную величину прожига на каждый последующий проход.
И работает эта программа с рисунками, сама создавая для них УП. Единственно, если необходимо резать фигуры, нужно в любом редакторе сделать их сплошную заливку, а в laserGRBL включить выжигание (резку) по вектору.
Ваши сообщения автоматически объединены: 08.01.2020
Правда, для наших лазеров резка фанеры — удовольствие еще то. Вот потому и все в основном выжиганием занимаются.
Danila63
Danila63
МЕСТНЫЙ
ПРОВЕРЕННЫЙ
В laserGRBL можно задать требуемое количество проходов при резке лазером, и даже предусмотреть опускание лазера на нужную величину прожига на каждый последующий проход.
И работает эта программа с рисунками, сама создавая для них УП. Единственно, если необходимо резать фигуры, нужно в любом редакторе сделать их сплошную заливку, а в laserGRBL включить выжигание (резку) по вектору.
Ваши сообщения автоматически объединены: 08.01.2020
Правда, для наших лазеров резка фанеры — удовольствие еще то. Вот потому и все в основном выжиганием занимаются.
А каким параметров задаётся количество проходов в LaserGRBL?Про эту программу знаю,но из-за того,что она работает только с рисунками даёт проблемы,так как все модели в DXF.
Источник: cnc3018.ru
Лазерный резак из 3d-принтера. Часть вторая, софтварная
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.

В прошлой части я описал все аппаратное обеспечение. Настало время научить принтер работать с лазером.
Управление лазером.
При описании процесса настройки пришлось коснуться этой темы, но повторюсь. Управлять включением/выключением лазера мы будем крайне полезной командой M42. Ее поддерживают прошивки Sprinter, Marlin, Repetier, RepRap Firmware. Достаточно внушительный список, поэтому у большинства проблем с этим возникнуть не должно. Команда выглядит так:
M42 Px Sy, где x — номер пина, на котором сидит TTL-управление, а y — величина цикла ШИМ.
По ходу статьи я буду упоминать необходимую для каких-либо операций мощность лазера, примерное значение S для конкретного лазера можно вычислить из пропорции. Например, при требуемой мощности в 0,5Вт величина S для 1,6Вт-лазера будет равна (255/1,6)*0,5~80.
Подготовительные команды для лазерной резки/гравировки.
Из-за того, что мы забиваем гвозди микроскопом, подготовка делится на 2 этапа: серия команд перед резкой и серия команд собственно в самом файле резки. Сейчас речь о первом этапе.
После того, как выставлен фокус, предпочтительно иметь файл, который будет загонять все оси в home и поднимать каретку на высоту, с которой был настроен фокус для конкретного материала. Несколько сумбурно, поэтому объясню на примере.
Предположим, я отстроил фокус на положенной пластине 1мм-текстолита при поднятой на 8мм каретке. Тогда код подготовки к резке/гравировке материала толщиной 1мм будет выглядеть следующим образом:
G28 X Y ; загоняем X и Y в home
G28 Z ; загоняем Z в home
G1 Z8 ; поднимаем каретку на 8мм
M84 ; отключаем шаговики
Z загоняется отдельно из-за включенного safe home. Если он отключен, то код сокращается до трех команд:
Подобных файлов удобно иметь несколько штук для материалов разной толщины. Для 2мм будет 9мм-поднятие, для 3 — 10 и так далее. Фокус все равно придется отстраивать перед каждой резкой, но хотя бы меньше придется крутить кольцо отстройки.
Начальные и конечные команды в gcode-файле.
После предварительной подготовки можно начинать резку. Но ей предшествует второй этап подготовки в виде списка начальных команд в самом gcode-файле.
Вот список команд, предшествующих началу гравировки:
G28 X Y ; в отличие от 3D-печати, делающейся чаще всего на середине стола, гравировку удобнее делать с края. Потому XY загоняются в самый угол. Z остается неизменной, ее мы установили предыдущим файлом.
G1 Y43 ; дальше идет сдвиг стола, чтобы прийти в начало координат лазера. Об этом ниже.
G92 X0 Y0 ; обнуление координат после сдвига — так мы даем понять принтеру, что мы пришли в начало координат.
M42 P5 S255 ; включение вентилятора. Подробнее здесь.
Определение положения лазерного модуля относительно сопла. Когда мы отправляем все оси в home, мы это делаем для экструдера. Но лазер находится в другом месте, и начало координат для него — тоже. Положение ‘нового’ начала координат нам и предстоит определить. Эта операция делается один раз. Методика такая:
1. Наклеиваем кусок скотча/каптона на стол.
2. Передвигаем оси так, чтобы лазер находился над куском наклеенного скотча.
3. Пишем в Pronterface команду G92 X0 Y0 — это сбросит текущие координаты каретки в 0,0
3. Включаем лазер (M42 P6 S*), чтобы он выжег точку на скотче. 0,3-0,5Вт мощности вполне достаточно . Долго держать не надо, достаточно 3-5 секунд, и лазер можно выключить (M42 P6 S0).
4. Жмем стрелки управления осями в Pronterface так, чтобы навести сопло принтера на получившуюся точку.
5. После наведения отправляем команду M114 , она покажет текущую позицию каретки. В командной строке появится, что-то вроде X:0.00 Y:-43.00 Z:0.00. Из этого следует, что разница между началами координат для сопла и лазера равна 43мм, и чтобы прийти в начало координат лазера, нужно сдвинуть ось Y на 43мм. Поэтому итоговая команда выглядит как G1 Y43 . Пример приведен для соосного расположения экструдера и лазера относительно оси Y.
Из за того, что лазер находится дальше сопла, страдает рабочая область. Для лазерной резки она будет как раз на эти 43мм меньше. Если у вас максимальное измерение по ‘пострадавшей’ оси было, скажем 200мм, то для резки оно будет 157мм. Это максимальное измерение придется держать в голове, т.к. я не нашел элегантного способа задать максимальное измерение через G-code.
С конечными командами все элементарно. В конце исполняемого файла должно быть отключение лазера и обдувающего его вентилятора:
M42 P6 S0 ; отключаем лазер
M42 P5 S0 ; отключаем кулер
Итого софтварно-хардварная подготовка завершена.
О порядке работы.
Немного обобщу весь написанный выше ворох информации.
После всех манипуляций у нас должно быть 3 списка команд: один поднимает каретку на высоту фокуса, второй (сдвиг стола, сброс координат. ) добавляется в начало файла гравировки и третий (выключение лазера и вентилятора) добавляется в конец файла гравировки.
Порядок работы примерно следующий:
1. Выполняем команды поднятия Z на высоту фокуса.
2. Помещаем заготовку в принтер. В плане крепления заготовки по удобству офисные зажимы для бумаг вне конкуренции
3. Готовим файл резки с помощью одной из программ, описанных ниже. Если это плагин, вручную добавляем соответствующие списки команд в начало и конец gcode-файла с помощью ‘Блокнота’
4. Выполняем резку. Можно как через Pronterface, так и через SD-карту.
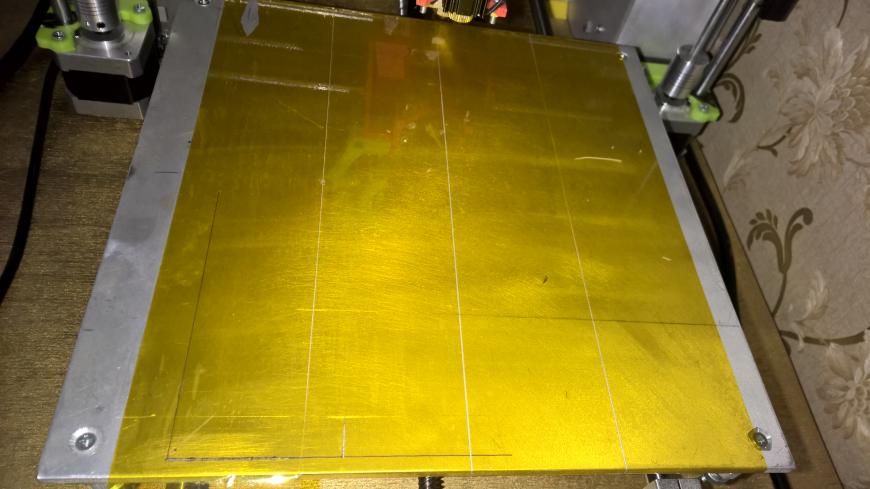
Выжигаем уголок в начале координат.
Первое, что я рекомендую сделать — это выжечь пару линий под прямым углом в начале координат, чтобы заготовку было проще устанавливать. Файл с уголком прикладываю. Он выжжет 2 прямых линии в начале координат по X и Y длиной 10см.
Подготовка файла под ваши нужды сводится к следующему:
1. Изменить величину сдвига
2. Изменить пин вентилятора в начале и конце файла на свой
3. Изменить пин и мощность лазера на свою, это надо сделать по всему файлу. Это можно легко сделать с помощью автозамены. Мощности достаточно 0,5Вт.
Необходимые для правки команды отмечены в файле через точку с запятой.
После гравировки должно получиться вот так:
Режимы лазера для гравировки различных материалов.
К сожалению, я не могу предоставить много информации по этому поводу. Режимы подбираются только практически. Но кое-что есть:
Для гравировки по фанере: 0,7-1Вт, подача 1000-2000мм/мин.
Для выжигания по краске/резки: полная мощность, подача 100-150мм/мин
Обзор софта для работы с лазером.
Здесь вкратце расскажу о программах, которые пощупал собственноручно.
Софта для нативной работы с лазером, собранным в подобной конфигурации, не так много. Прежде чем рассматривать софт, расскажу о 2 подходах к обработке черно-белого изображения программами для перевода в g-code.
1. Растровый подход: изображение рассматривается как набор точек, и лазер построчно, точка за точкой наносит изображение на материал. Довольно медленный в работе метод, но он позволяет получить заполнение, и является единственным для гравировки фотографий.
2. Векторный подход: изображение рассматривается как набор примитивов, которые являются готовыми траекториями для лазера. Такой подход дает намного большую скорость при выполнении гравировки, но есть краеугольный камень — заполнение примитивов. Лазер выжигает только их контуры.
Программы с растровым подходом.
Плагин Raster 2 Laser для Inkscape был упомянут здесь, поэтому его описание я опущу. У плагинов для Inkscape есть один общий недостаток: нельзя автоматически вписать свои команды (сдвиг стола, обнуление осей. ) в начало и в конец gcode-файла, поэтому приходится добавлять их вручную. Также не все прошивки поддерживают команды вида G01. G09 — их приходится менять автозаменой на G1, G2 и пр.
PicLaser. Кривая программа с дико страшным интерфейсом, да к тому же еще и платная (40$). Но, несмотря на страшный GUI и ворох мелких глюков, исправно делает свою работу. Демка не позволяет выводить в gcode больше половины изображения. Есть неудобный внутренний редактор изображений, я им пользоваться не рискнул.
Зато есть полное удобство в плане настроек — и команды перед резкой, и после, задание команды на включение/выключение, задание максимального значения S, выбор нанесения гравировки — верикальный, горизонтальный или под углом в 45 градусов и пр.
Несмотря на все свои недостатки, на мой взгляд пока что остается лучшей программой для нанесения фоток в градациях серого на фанерки, т.к. умеет модулировать мощность лазера в зависимости от оттенка.
CHPU от NikRomSoft. Неплохая программа от соотечественников, да к тому же бесплатная. Предназначена ЧПУ-фрезеров, лазерных и нихромовых граверов. Есть возможность ввести начало и конец G-code. Умеет пропускать белые участки.
Есть встроенный редактор изображений.
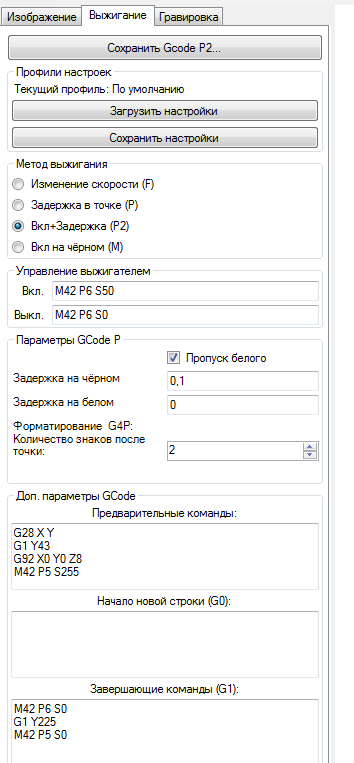
Мне она не очень понравилась. Изображение выжигается только при ходе каретки в одну сторону, а потом лазер вхолостую возвращается обратно, чтобы начать новую строку. И код приходится вручную править для того, чтобы убрать задержку на черном — она очень сильно тормозит процесс, а если выставить нулевую — на выходе получается пустой gcode-файл.
Даже пропуск белого этот процесс не ускоряет. Сохраняет в формате .cnc, приходится переименовывать в .gcode вручную. С другой стороны, есть заполнение. Неоднозначные впечатления, в общем. Возможно, кто-нибудь добьется с этой прогой большего.
P.S. небольшой финт: скорость гравировки задается в предварительных командах строчкой вроде ‘G1 F1000’, где 1000 — это подача в мм
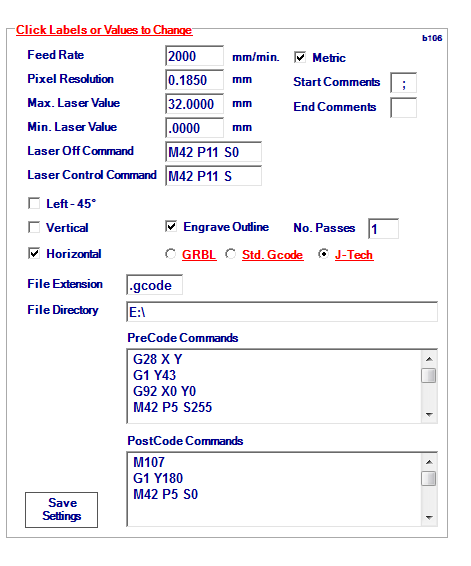
LaserEtch от J-Tech Photonics. Еще одна платная программа (30$). Демка, по нехорошей традиции, выдает только половину изображения в g-code.
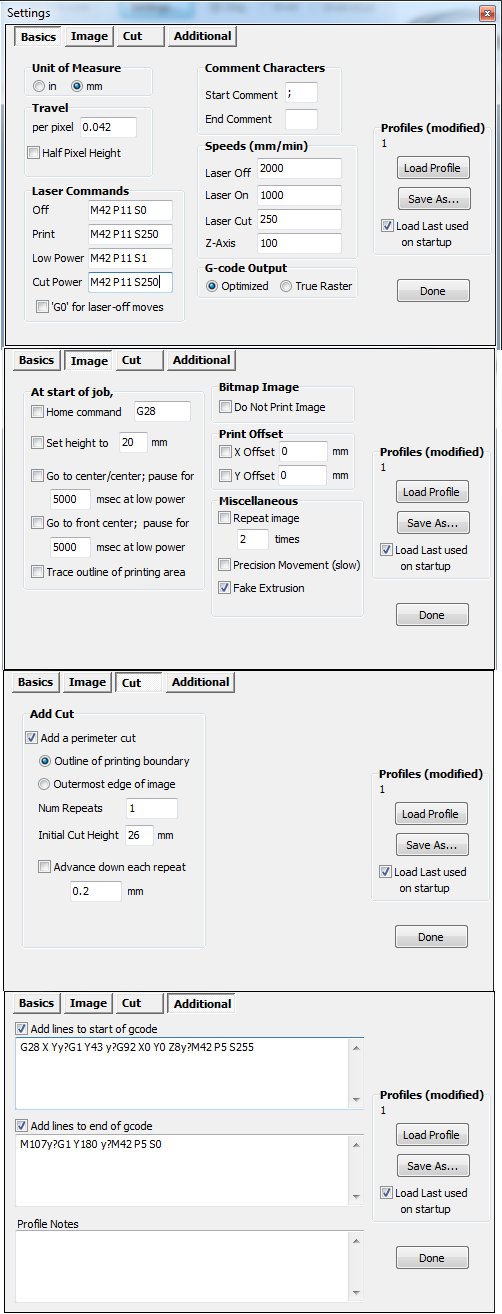
Несмотря на то, что разработчики ее позиционируют, как векторную, это не так — она просто умеет пропускать абсолютно белые участки, и перемещает каретку на них быстрее. Довольно богатое количество настроек, среди которых отмечу Fake Extrusion — она позволяет увидеть в Pronterface то, что будет выгравировано. На данный момент есть небольшой глюк при сохранении собственных gcode-команд в начале и конце файла (показан на скрине). В принципе, заменяема программой CHPU, хоть и с некоторыми оговорками.
Программы с векторным подходом.
Мной найдена только одна такая программа на данный момент:
Плагин J-Tech Photonics Laser Tool для Inkskape. Чтобы его использовать, надо векторизовать растр с помощью Inkscape.
Он понимает только чисто фото с черным и белым, а не в градациях серого. Удобен тем, что может опускать каретку для каждого прохода, есть возможность задать максимальную мощность лазера, задержку перед включением (у некоторых драйверов есть soft-start). Недостатки: начало и конец кода приходится добавлять вручную, и он не умеет заполнять примитивы — только контуры. Я с помощью него делаю маски печатных плат:

Как видно, он не убирает краску между дорожками. С одной стороны, это хорошо — готовая экранировка платы, с другой создает проблемы при монтаже деталей — рез довольно тонкий.
Из всего вышеперечисленного сложно что-то одно посоветовать. Оставлю за читателями выбор подходящей под их нужды программы. Или программ.
Итого многозадачность принтера успешно реализована. Не сказать, что обошлось без костылей, неудобств — но ведь главным было заставить все это работать вкупе. Основной проблемой мне видится недостаточное количество софта для такой узкоспециализированной задачи.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Источник: 3dtoday.ru