
ВСЕ: Вот список настроек, над которыми я работаю до выпуска основной версии v1.1! Пожалуйста, прокомментируйте их, если вы не согласны, имеете опасения или считаете, что это неправильно по ЛЮБОЙ причине. Я новичок в лазерной резке, и мне нужна помощь пользователя, чтобы разобраться в некоторых деталях.
chamnit
Самый полезный комментарий
Версия 1.1e была выпущена в прошлые выходные. Обновления лазерных функций в значительной степени завершены, и я хотел бы получить отзывы о том, как все работает. Вот краткое изложение того, что в итоге изменилось:
- Должен быть в режиме движения G1, G2, G3, чтобы включить лазер. ($J jog должен держать лазер включенным, если он находится в этих состояниях перед толчком, но забыл проверить.) Это предназначено для обеспечения безопасности и делает движения лазера явными. Другими словами, нет порогов G0 с включенными лазерами.
- M3 – режим постоянной мощности. Всегда включен на запрограммированной мощности, поэтому его можно использовать для фокусировки.
- M4 — это режим динамической мощности, который автоматически регулирует мощность лазера в зависимости от текущей скорости относительно запрограммированной скорости. Очень хорошо, но может работать не для всех материалов из-за нелинейности работы лазеров. Лазер включается только во время движения.
- Исправлена ошибка, из-за которой Grbl останавливался и синхронизировался, когда это не должно происходить для лазерных движений. В целом он должен работать намного плавнее и быстрее.
Я также создал документ laser_mode.md в папке /doc. Я буду добавлять туда больше информации о новом лазерном режиме. Итак, если у вас есть какие-либо вопросы по реализации, я прослежу, чтобы они вошли в этот документ. Всем спасибо!!
НАСТРОЙКА LaserGRBL. ИНСТРУКЦИЯ на русском Gistroy | Часть 3
chamnit 5 дек. 2016
Все 26 Комментарий
Хия
У меня нет проблем с вашими предложениями, но я думаю, что нашел ошибку. (обнаруженную при изменении SketchUcam для работы с вашим первым пунктом выше)
У меня есть последний код и
определить LASER_CONSTANT_POWER_PER_RATE
и #32=1
а у меня к пину 11 подключен светодиод (вместо лазерного модуля еще не заказывал 😉
Теперь я выпускаю
М3 С1000
и светодиод остается выключенным, как и ожидалось.
G1 X100 F1000
и светодиод загорается, а затем снова гаснет, как и ожидалось.
G0 X0
и светодиод мигает с частотой около 5 Гц на время движения, когда он должен оставаться выключенным.
Делает то же самое, если #32=0, за исключением того, что
М3 С1000
включит светодиод на полную мощность, и движение не будет появляться или исчезать, но мерцание во время движений G0 все еще происходит.
Только что перекомпилировал с #define LASER_CONSTANT_POWER_PER_RATE undefined и мерцание исчезло, как и ожидалось.
swarfer 15 нояб. 2016
chamnit 15 нояб. 2016
Посылаю вам свои наблюдения:
Использую последнюю версию 2016-11-04 с включенным лазерным модулем ($32=1), управлял лазерным модулем на 300 мВт.
Выжигаем фото в программе LaserGRBL
- При включенном параметре #define LASER_CONSTANT_POWER_PER_RATE лазер никогда не достигает 100% мощности (максимум шпинделя = 255) даже на длинных прямых линиях и с низкой скоростью и ускорением. Я считаю, что ожидается 100% мощность (S255), если нет ускорения или замедления. Я говорю это потому, что мощность лазера не одинакова при активном и неактивном LASER_CONSTANT_POWER_PER_RATE.
- Лазер остается включенным, когда G-CODE прерывается. Я не знаю, проблема ли это прошивки или панели GRBL, которая не сбрасывает выход лазера.
Sylvan72 15 нояб. 2016
- Самая последняя версия 2016-11-12. В этом последнем коммите я внес некоторые коррективы в расчет ШИМ.
- Прерывание g-кода может означать многое, можно поконкретнее? Я знаю о некоторых условиях, когда лазер не отключается должным образом. Я уже работаю над решением этих проблем, но сначала мне нужно изменить поведение лазера, как описано в первом посте. Так что может быть несколько доработок.
chamnit 15 нояб. 2016
Спасибо за внимание.
Я проверил свой ЧПУ с помощью лазера. Когда я запускаю файл G-CODE через панель GRBL и вынужден остановить его, лазер активируется, когда я перемещаю оси XY. Это происходит либо подачей команды «Х10», либо кнопкой «Х+» (пробежка).
Даже если вы введете команду «M5» или «M5 S0», лазер останется включенным.
Sylvan72 15 нояб. 2016
Извините за мой английский. Я использую переводчик Google.
Sylvan72 15 нояб. 2016
До недавнего времени мне не удавалось протестировать лазерные режимы, так что наберитесь терпения. Я работаю, чтобы исправить это быстро и правильно. Как только исправления будут выпущены, попробуйте протестировать их, если у вас есть время. Я хотел бы отработать все перегибы, прежде чем идти к мастеру. Эти детали лазерного режима мешают работе.
chamnit 15 нояб. 2016
Я могу только похвалить и поблагодарить вас за ваши усилия. Со своей стороны, вы можете ожидать столько терпения, сколько захотите.
Я надеюсь, что вы сможете достичь своих целей.
Привет вам из Бразилии.
Sylvan72 15 нояб. 2016
Приятно видеть этот прогресс в реализации лазера. Молодец!
alpharesearch 19 нояб. 2016
Странное поведение в моей настройке с grbl 1.1
1) Я испытываю некоторое поведение Sylvan72, используя CONSTANT_POWER_PER_RATE и $32=0.
После включения лазер остается включенным также на G5, G5 S0, S0, $H и G0. Я мог бы подождать лучшей реализации, но мне очень нравится эта функция, и я надеюсь увидеть ее в ближайшее время.
2) Используя CONSTANT_POWER_PER_RATE и $32=1, мой лазер всегда остается выключенным.
Пожалуйста, прокомментируйте их, если вы не согласны, имеете опасения или считаете, что это неправильно по ЛЮБОЙ причине. Я новичок в лазерной резке, и мне нужна помощь пользователя, чтобы разобраться в некоторых деталях.
За свои 2 цента я могу сказать, что пользователю лазера малой мощности обычно приходится вручную фокусировать объектив.
Для этого они активируют лазер с небольшой мощностью (например, 10%) с помощью команды S и удерживают лазер в фиксированном положении (без движения), чтобы они могли сфокусировать маленькую точку.
Я читал, что это было просто запрошено/предложено и вставлено в «commit_log_v1.1.txt».
Судя по отзывам разработчиков LaserWeb, работают только перемещения G1, G2 и G3.
с режимом постоянной мощности лазера. Это означает, что G0, G38.x и $J бегают трусцой.
движения работают без него и будут поддерживать постоянную выходную мощность. Этот
был специально запрошен как способ сфокусировать лазер, сохраняя
лазер включен, когда он не двигается. С практической точки зрения это не должно изменить
работает лазерный режим.
Палец вверх за меня!
arkypita 23 нояб. 2016
пс. Я также пишу свой собственный интерфейс GRBL для Windows (да, еще один!), оптимизированный для лазера.
Он разработан на C# и работает с 0.9 и 1.1 grbl.
Из-за лазерной оптимизации в графическом предварительном просмотре не выполняются вычисления по оси Z, но у стримера gcode нет проблем с Z.
Это недельный проект, поэтому он очень простой, но функционально и стабильный.
arkypita 24 нояб. 2016
Я много экспериментировал с диодными лазерами, параметрами гравировки и различными контроллерами. Чтобы получить оптимальное разрешение в оттенках серого, нам нужно настроить частоту ШИМ лазера.
Высокая частота ШИМ означает очень короткие импульсы, которые хорошо подходят для 3D-гравировки, но не приводят к хорошему разрешению оттенков серого. Низкая частота ШИМ приводит к лучшему разрешению оттенков серого (на дереве). Для меня это имеет абсолютный смысл, так как древесине нужно некоторое время, чтобы потемнеть. Полная энергия за определенное время одинакова для высокой и низкой частоты, но результат для дерева сильно отличается.
Как вы думаете, вы могли бы упаковать настройку $ в grbl для регулировки частоты ШИМ?
cprezzi 24 нояб. 2016
Есть несколько способов настроить ШИМ (быстрая ШИМ против фазовой ШИМ), каждый из которых имеет разные частоты, на которых они хотели бы работать. Таким образом, может быть слишком много вариантов, которые нужно поддерживать. Во всяком случае, я мог бы сделать что-то вроде логического значения, чтобы установить между двумя режимами, настроенными пользователем. Эти режимы должны быть предварительно установлены пользователем в файлах config.h или cpu_map.h.
Но на данный момент никаких гарантий. Возможно, придется подождать до версии v1.2.
chamnit 24 нояб. 2016
chamnit 24 нояб. 2016
Для этого рекомендуется использовать параметр $32. В любом случае есть только несколько значений прескалера, с которыми можно поиграть.
Всё лучше, чем ничего 😉
cprezzi 24 нояб. 2016
Версия 1.1e была выпущена в прошлые выходные. Обновления лазерных функций в значительной степени завершены, и я хотел бы получить отзывы о том, как все работает. Вот краткое изложение того, что в итоге изменилось:
- Должен быть в режиме движения G1, G2, G3, чтобы включить лазер. ($J jog должен держать лазер включенным, если он находится в этих состояниях перед толчком, но забыл проверить.) Это предназначено для обеспечения безопасности и делает движения лазера явными. Другими словами, нет порогов G0 с включенными лазерами.
- M3 – режим постоянной мощности. Всегда включен на запрограммированной мощности, поэтому его можно использовать для фокусировки.
- M4 — это режим динамической мощности, который автоматически регулирует мощность лазера в зависимости от текущей скорости относительно запрограммированной скорости. Очень хорошо, но может работать не для всех материалов из-за нелинейности работы лазеров. Лазер включается только во время движения.
- Исправлена ошибка, из-за которой Grbl останавливался и синхронизировался, когда это не должно происходить для лазерных движений. В целом он должен работать намного плавнее и быстрее.
Я также создал документ laser_mode.md в папке /doc. Я буду добавлять туда больше информации о новом лазерном режиме. Итак, если у вас есть какие-либо вопросы по реализации, я прослежу, чтобы они вошли в этот документ. Всем спасибо!!
chamnit 5 дек. 2016
Я сразу запрыгнул на v1.1e, как только увидел 😉
Большое спасибо за всю вашу тяжелую работу! Это, наконец, делает Grbl любимым решением для лазерных резчиков на данный момент (на мой взгляд).
Я сделаю больше тестов и сообщу вам, когда найду некоторые глюки 🙂
cprezzi 6 дек. 2016
Спасибо! Мне неловко признаться, что прошлой ночью я впервые попробовал LaserWeb3. Это очень хорошая часть программного обеспечения. Вы, ребята, проделали невероятную работу над ним. Все мои пробные образцы вышли отличными.
Я без колебаний рекомендую его всем в будущем.
Другой пользователь прислал мне некоторый g-код для тестирования некоторых векторных гравюр (не сгенерированных LW3) только с динамическим режимом M3 и M4 в качестве разницы. Он был протестирован с использованием лазера мощностью 2,8 Вт и низкоскоростной системы ShapeOko2. M4 выглядит довольно хорошо, а M3 имеет заметное дополнительное сжигание, когда он ускоряется вблизи поворотов и мелких деталей. Если машина имеет высокие пределы ускорения, M3 и M4 должны выглядеть почти одинаково.

chamnit 6 дек. 2016

arkypita 6 дек. 2016
Я также могу подтвердить, что M4 отлично работает. LaserWeb3 с переменной подачей и интенсивностью дал потрясающий результат.

mayhem2408 6 дек. 2016
chamnit 6 дек. 2016
Я уверен, что мы реализуем вариант M4 (переключаемый) в LW3, но поскольку все остальные прошивки не способны на это, нам нужно разрешить эту функцию только для Grbl > 1.1e 😉
cprezzi 7 дек. 2016
Честно говоря, я уже давно не использовал свой станок Shapeoko Laser/CNC. У меня более старая версия Arduino (тот, что был до uno или на самом деле клон Seeeduino V2.2), и мне нужно прошивать напрямую, потому что у меня нет загрузчика Arduino, и я думаю, что были некоторые проблемы с размером. Я смог портировать все пункты конфигурации с 0.9 на 1.1e и после прошивки сбросил все eeprom.
Хорошей новостью является то, что $H работает так же, как и в прошлом, и, например, G0 X5 перемещает ось x. После этого я пробую G1 X5, но не получаю OK вместо ошибки: 22, поэтому я попытался посмотреть документ Interfacing with Grbl , но похоже, что номера ошибок начинаются с 23.
Я попробовал программу Laserweb и последовательный монитор от программного обеспечения arduino для связи с машиной, и результат тот же. Любая идея, что я делаю неправильно?
PS: я думаю, мне нужно было просмотреть источник, а не старую вики:
«22», «Скорость подачи не определена», «Скорость подачи еще не установлена или не определена».
alpharesearch 7 дек. 2016
Здесь действительно отличная документация для 1.1: https://github.com/gnoa/grbl/tree/edge/doc/markdown .
Когда-то установка скорости подачи для любой команды перемещения была обязательной.
gerritv 7 дек. 2016
alpharesearch 8 дек. 2016
Источник: bleepcoder.com
ПОМОГИТЕ Настроить лазер 5.5Вт на выжигание фото
при включении лазера в Laser GRBL по команде М4 на драйвере лазера есть регулировка мощности(крутилка такая), вот её в какое положение ставить? Я пока чисто визуально выставил процентов 40-50, это правильно?
Я раньше пытался ею пользоваться, для удобства даже шкалу на этот регулятор напечатал и приклеил, чтобы хоть как то определять эти проценты. Потом отказался, выставил на максимум и при выжигании регулирую только программно в самой Laser GRBL скоростью выжигания мм/мин., ну и (очень редко) регулировкой мощности S-макс.
Dmitrich
Dmitrich
НЕ ТОЛЬКО ЧИТАЕТ
ПРОВЕРЕННЫЙ
Я раньше пытался ею пользоваться, для удобства даже шкалу на этот регулятор напечатал и приклеил, чтобы хоть как то определять эти проценты. Потом отказался, выставил на максимум и при выжигании регулирую только программно в самой Laser GRBL скоростью выжигания мм/мин., ну и (очень редко) регулировкой мощности S-макс.
Вот, спасибо! Ждал сообщения от многоуважаемого комрада
Василич , и дождался)
Низкий поклон Василич , )
То есть выкручиваю на максимум её, М4=0, М5=255, и регулирую скоростью 900-1350 и т.д.
Но ведь в процессе (даже по первым двум/трем линиям) можно увидеть, что лазер может жечь «нАсквозь»!(Если было М3 Smin вместо М4) Вот это то как менять? Или это Laser GRBL сама меняет?
Ну и вишенка на торте) У Вас на CNC3018 какие максимальные скорости по
$110
$111
и
$120
$121 ?
Я поставил:
$110=5000.000
$111=5000.000
$120=300.000
$121=300.000
В принципе результат устраивает(дай Бог, завтра выложу), но может быть можно сделать лучше?
Fiks
Fiks
ЧИТАТЕЛЬ ФОРУМА
То есть выкручиваю на максимум её, М4=0, М5=255,
Откуда Вы это берете? У этих команд нет цифровых параметров.
Василич
Василич
МЕСТНЫЙ МАСТЕР
МОДЕРАТОР
То есть выкручиваю на максимум её, М4=0, М5=255, и регулирую скоростью 900-1350 и т.д.
Но ведь в процессе (даже по первым двум/трем линиям) можно увидеть, что лазер может жечь «нАсквозь»!(Если было М3 Smin вместо М4) Вот это то как менять? Или это Laser GRBL сама меняет?
Да, все верно. На самом лазере регулятор на максимум, а далее — все программно.
И как верно заметил Fiks , выставляете значение не М4=0, а Sмин=0, и не М5=255, а Sмакс=255. Значения М4 и М5 это выключатель, включить-выключить лазер.
Насчет если было М3 вместо М4 — тут просто нужно следить самому. LaserGRLB при выходе из программы сохраняет последние выбранные значения работы, это касаемо не только М3 или М4, но и разрешения, сглаживания, яркости и т.д.
Я, к примеру, параметром М3 вообще не пользуюсь, у меня стоит только М4. Поэтому, этот параметр остается при задании выжигания по умолчанию.
При работе в режиме М4 на максимальной мощности, это равнозначно работе в режиме М3.
Источник: cnc3018.ru
Передаточные числа на лазерном станке c LaserCut
Точность работы станка зависит от многих параметров. В первую очередь это механическое исполнение станка и его износ. Чтобы станок был точным и исполнял задания максимально стабильное его надо обслуживать и настраивать. В процессе работы механические элементы станка изнашиваются и требуются либо их корректировка или замена.
Инструкция корректна для контроллеров Leetro MPC 6515/6525/6535/6565/6585/6595 и программы LaserCut 5.0-5.3
Настройка LaserCut
1. Создайте в программе «Lasercut» прямоугольник, желательно размером на 100 мм меньше максимальных размеров рабочего поля оборудования. Для примера возьмем размеры 100х100 мм.
2. Вырежете его на станке созданный файл.
Быстрый просмотр
Рабочее поле: 2000х4000 мм. Мощность шпинделя: 4,5 кВт. Цанговый патрон: ER-32. Высота портала.

Быстрый просмотр
Рабочее поле, мм: 1300х900. Мощность излучателя, Вт: 130-160 RECI w6. Система управления RuiDa.

Быстрый просмотр
Мощность лазера: 1000 Вт. Рабочее поле: 3000х1500 мм. Источник: Maxphotonics. Опция: RayCus, IPG.
Товар добавлен в корзину
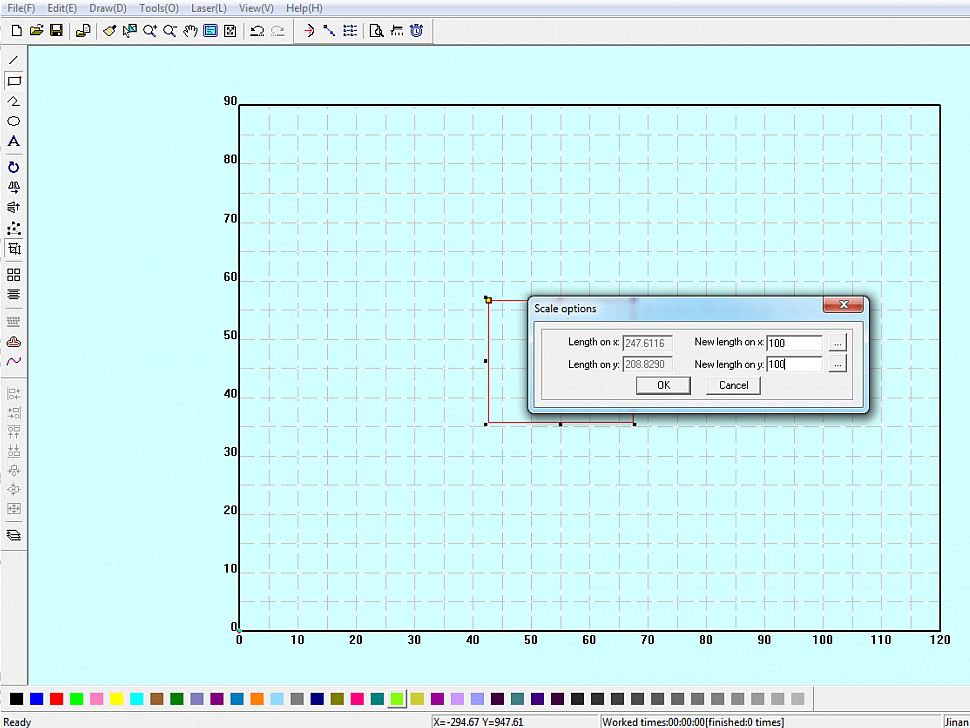
3. Измерьте длину по оси Х прямоугольника после окончания вырезки, например, она получится 100,5 мм. 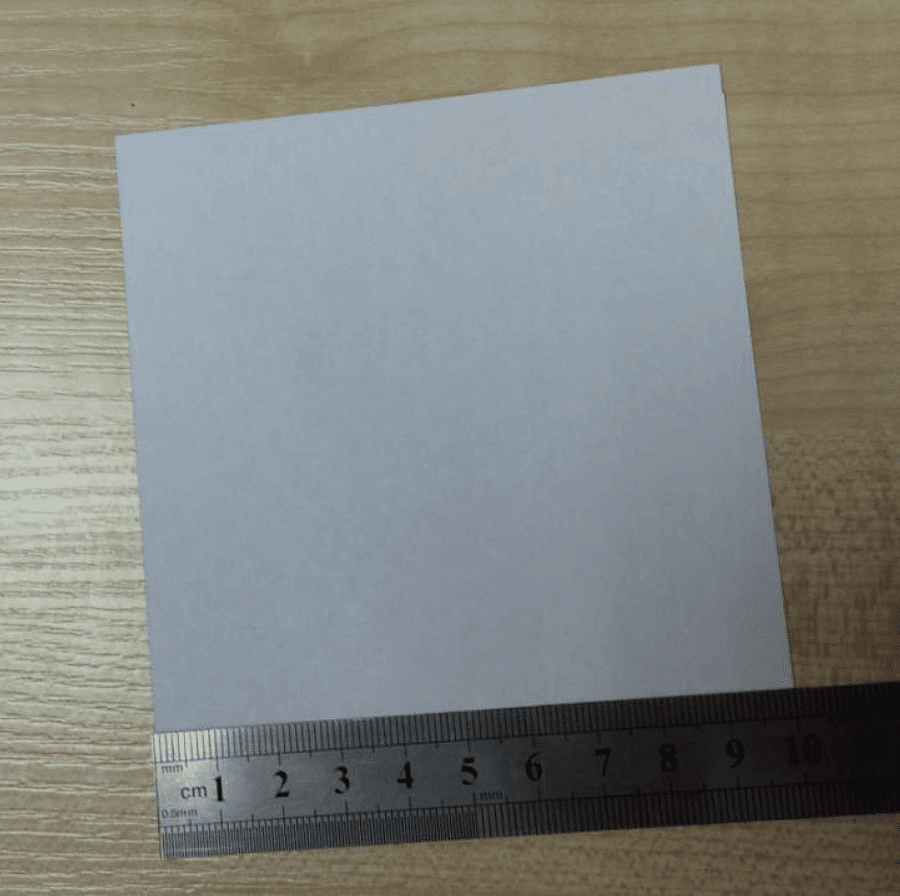
4. Зайдите в программе «Lasercut» в «File» / «Machine Settings» / «Machine Options» 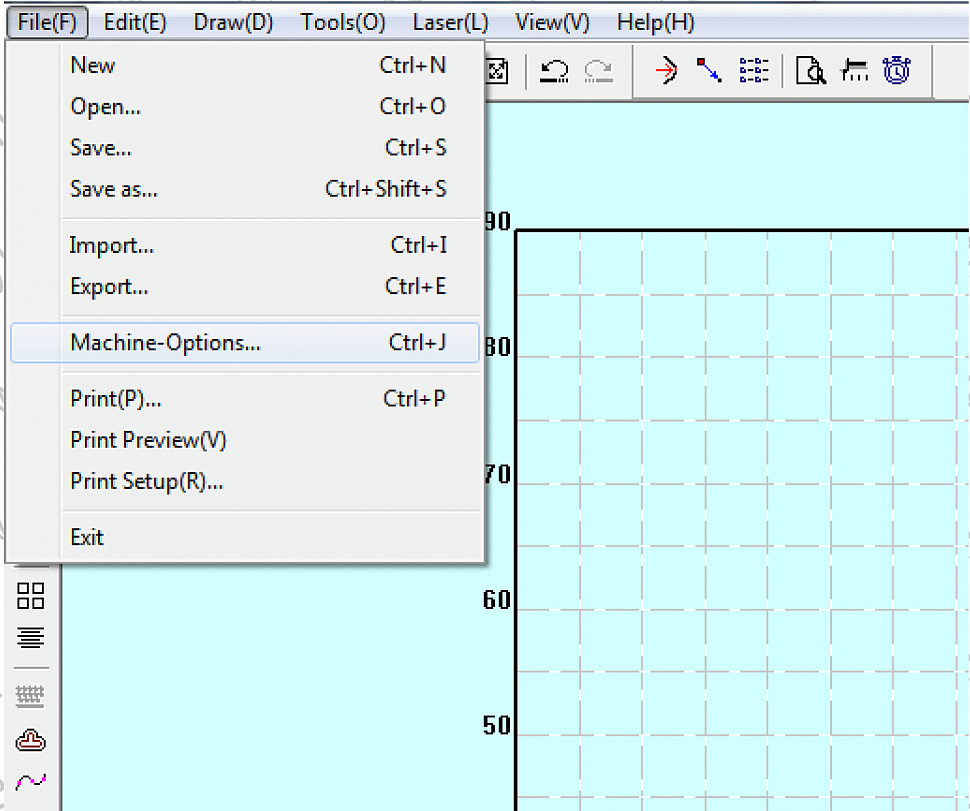
5. В закладке «WorkTable» в строке «Pulse Unit», относящиеся к X axis, нажмите кнопку “…” 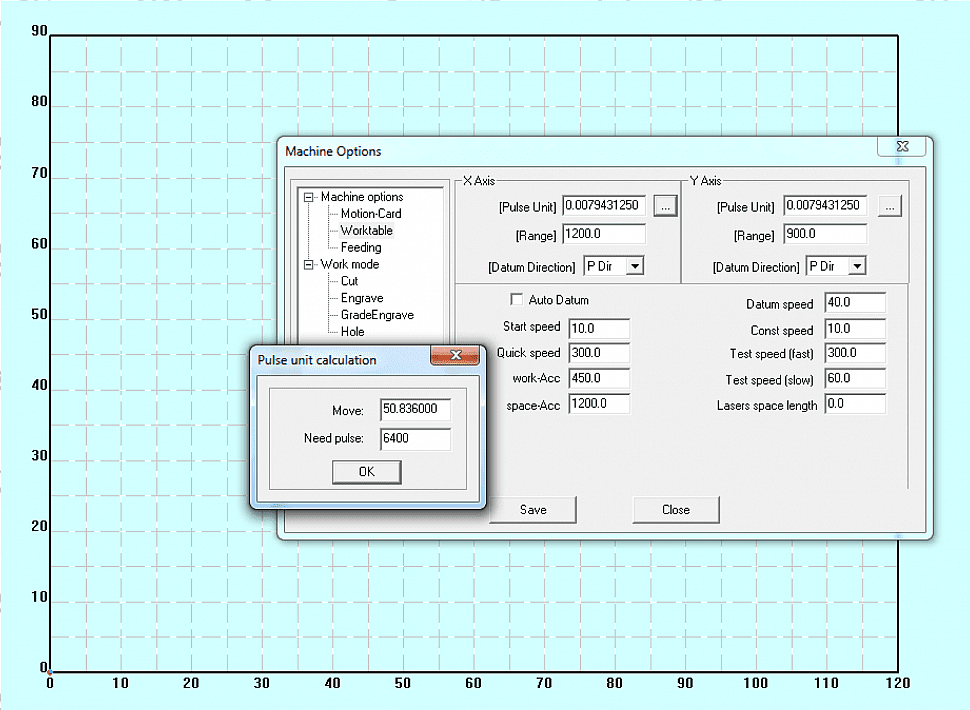

Быстрый просмотр
Рабочее поле: 500х300 мм. Мощность лазера: 50 ватт. Система управления RuiDa RDC6445G. Порт.

Быстрый просмотр
Рабочее поле: 110х110 (опционально 150х150, 175х175, 200х200, 300х300 мм). Мощность: 30 Вт.

Быстрый просмотр
Рабочее поле: 900х600х200 мм. Мощность шпинделя: 2,2 кВт. Цанговый патрон: ER-20. Виды обработки.
Товар добавлен в корзину
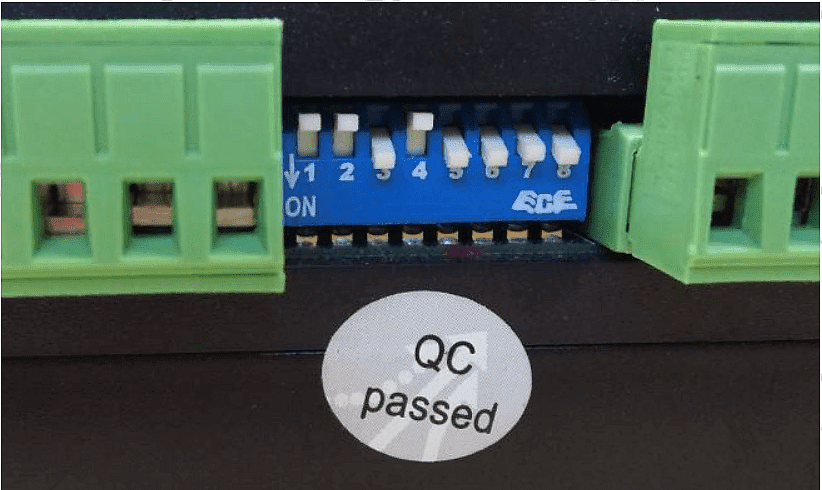
6. В новом окне надо установить значение «Need pulse» точно такое же, какое установлено на вашем блоке управления двигателя (драйвере) по оси Х
Чтобы это сделать, надо подойти к блоку к управления двигателя, проверить как установлены Pin-переключатели на драйвере и по таблице, нарисованной на драйвере, определить настроенное значение «Pulse». Например:
В нашем случае на драйвере установлено значение «Pulse» = 10 000. Вводим это значение в строку «Need Pulse» в программе «Lasercut».
7. Далее меняем значение «Move» на значение, вычисленное по формуле: Move * фактическое значение/заданное значение
В нашем случае: 50,836 * 100,5 / 100 = 51,01
6. То же самое надо проделать по оси Y, начиная с пункта 3.

Быстрый просмотр
Рабочее поле: 150х150 мм. Опционально до 300х300 мм. Мощность: 20 Вт. Источник: Raycus RFL-P20QE

Быстрый просмотр
Блок высокого напряжения для лазерных трубок RECI, LASEA, YONGLI. Может работать с трубками.

Быстрый просмотр
Источник: www.yusto.ru