
P.s Скрывайте и оставляйте только нужные параметры как будет показано на всех фотках ( просто нажимайте правой кнопкой мыши и выбирая Видимость параметров ) — просто это нужно для того чтобы вы меньше путались особенно если не профессионал да и для удобства не помешает!
Качество — важный параметр, который напрямую связан с качеством
Высота слоя —
0,1 ( ювелирное и качественное но долгое по времени )
0,2 ( чистое )
0,3 ( грязное но быстрое, подходит для больших деталей )
Высота первого слоя —
Также как и Высота слоя, но будет наноситься при первых слоях печати ( основании )
Ширина линии —
Какой толщины будут линии при печати ( от этого параметра зависят и другие )
Ширина линии дна и крышки —
Думаю тут всё понятно ( похожий параметр с шириной линии но действующий на дно и крышку
6) Стенки
Много параметров но пройдусь по тем которые влияют
Всё о настройках 3d печати. Как подобрать параметры в Cura?
Толщина стенки —
Зависит от сопла ( 0,4 — значит 0,8 )
Линий стенки —
Советую ставить на 3 — оптимально
Печать тонких стенок —
Это важно ведь до включения этого параметра Кура не позволяет печатать тонкие стенки ( забыл сказать что в том же пункте скрытия параметров необходимо и включать дополнительные )
Выравнивание шва по оси Z
Будет виден шов или нет ( при острейший угол не так сильно выделяется )
Остальные параметры просто копируйте себе
7) Дно и крышка
Толщина дна и крышки, крышки
Параметр который выставляется в зависимости от диаметра сопла
Слои крышки и дна
Тут как вы захотите ( если твердую крышку и дно больше , если тонкое то меньше ) — у меня указано среднее значение
Ставьте линии ( будет получаться крепко и красивее )
( остальные параметры также копируйте, но не забывайте исправлять если нужно )
8) Заполнение
Не забывайте скрывать и добавлять параметры по мере необходимости
Плотность заполнения —
Зависит от вашей модели, а именно надо оставить модель полой или заполнить её ( ставьте на 16 %, поставил 100% для другой модели и просто тестил не ставьте 100 так как много пластика в пустую и некачественно )
Дистанция линий заполнения
Советую поставить моё значение, но можно и 0,3
Шаблон заполнения
Ставьте линии как в шаблоне ( прошлом разделе параметров )
9) Материал
Температура сопла и стола
Ставьте значение которое рекомендует производитель вашего пластика
Вот рекомендации от BestFilament ( не реклама, а хотелось ) :
1 значения это для сопла в градусах, 2 для стола тоже в градусах
- ABS/HIPS/ASA ( 220 — 250 ) / для стола ( 90 — 110 )
- Pla / Composite ( 200 — 220 ) / для стола ( 40 — 60 )
- Watson ( 230 — 240 ) / для стола ( 90 — 100 )
- Petg ( 220 — 245 ) / для стола ( 60 — 70 )
- BFlex / BFNylon ( 240 — 250 ) / для стола ( 90 — 110 )
Конец первой части! — небольшая поддержка =)
Надеюсь что вы подпишетесь и поделитесь с другом или подругой ( просто с родственником этой статьёй )
Как работать в Cura | Отрывок вебинара
Всем удачи и хорошей 3D печати
Источник: dzen.ru
‘CURA’ — твой заботливый помощник в мире печати. Часть 1.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Сегодня, друзья, мы будем говорить о самом простом и понятном для всех, лаконичном и удобном слайсере для создания g-code. Вся эта информация для новичков и быстрого старта. Сорри за ошибки.
В своей практике я пробовал несколько слайсеров из-за различных моделей принтеров, но по ряду важных причин работаю (покупка Ultimaker 2) в CURA. Так же он подходит для многих других принтеров.
- Игнорирует ряд ошибок моделинга и не так требовательна как Repetier-Host
- Быстрый и надежный слайсер, который прожует многомиллионные объекты, если плюхаете в нее не ретоположенные объекты с миллионами полигонов из Zbrush и Mudbox. Чем больше их в сетке модели-тем больше время это, конечно, займет.
- Простота использования — в режиме новичок, с ней может работать даже ребенок и туземец.
quick print для новичков и детей 🙂
По умолчанию при установке вы работаете в режиме quickprint. Тут вы видеть сможете всего 3 пункта на выбор
High quality print- печать в высоком качестве, долго сурово и круто. Все настройки автоматически создаются программой
Normal quality print- печать в нормальном качестве, с меньшими затратами на время
Fast quality print- быстрый режим печати, низкое качество пойдет для чернового макетирования.
Снизу видим Other: Print support structure — галочка для включения структур поддержки. Если у вас много, например, висячих выпирающих частей в модели которые имеют прямой угол к столу печати или 45 градусов и тп. Поэтому, для того, чтобы сложная модель пропечаталась — необходимо использование таких поддерживающих структур.
Справа вы увидеть сможете ряд настроек для отображении анализа модели, в нижнем левом углу — инструменты для масштабирования вращения.
Полезный совет — зажмите Shift и сможете вращать ,масштабировать по градусам, процентам более мелким шагом .
Наконец-то вы повзрослели и готовы играть по крупному и серьезно
Full Settings
Чувствуете, что готовы стать тру-реал-ниндзя-3дпечати, то вам сюда.
Тут у нас 3 окна настроек плюс режим эксперт ( ctrl+e). Все проще, чем в Repetier-Host, где от настроек подробных у вас вырвется, от нервного тика, глаз.
Но это не значит, что в CURA все менее эффективно (сравнивал на своем опыте)
Итак что нам стоит знать!
вкладка basic:
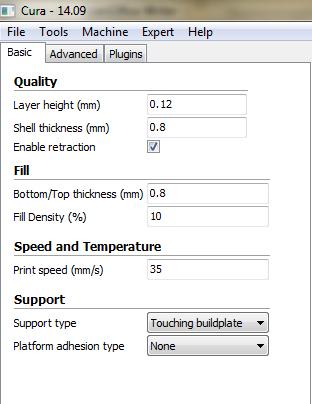
Quality — качество-оно зависит от «высоты слоя печати», насколько будет опускаться ваша платформа по оси Z между новым наносимым слоем пластика и уже нанесенным.
- Layer Height (mm) — параметр отвечающий за высоту печатающего слоя. Где значение 0.1мм соответствует 100 микронам. Это основной параметр качества у ряда моделей. Многие ниже этой планки печать не могут. Если вы увеличиваете значение, то толще и грубей будет печатающий слой и быстрее будет печать. Правда качество ухудшается, т.к увеличение этого параметра нужно, если вы преследуете цель создать черновой или большой какой-то макет или предмет. Уменьшая значение — мы улучшаем качество печати . Ряд моделей 3д-принтеров, печатающих пластиком, способны печатать слоем 20 микрон — это 0.02 мм и ниже (тоньше человеческого волоса). Из практики печать 0.04-0.06мм осиливают уже большинство моделей и по ряду причин — ниже этой планки иногда не стоит прыгать. Если у вас не специфический проект и цель. Для печати таким слоем не всегда нужно менять сопло-ultimaker2, например, печатает соплом 0.4мм, слоем в 20 микрон
- Shell Thickness (mm) — параметр, отвечающий за толщину стенок модели-чем он выше тем они толще. Толще стенки — прочней модель, плюс стабильней форма (если вы хотите что-то пустое и огромное напечатать, то печатайте хотя бы в 2 стенки. Это примерно 1 мм и занимает больше времени. Для создания тонких стенок или одной стенки — используйте значение 0.6 мм- быстро и сердито.
- Enable retraction- поле для галочки включить «Ретракцию» пластика-процесс втягивания пластиковой нити в зонах, где не осуществляется печать. Используйте эту функцию обязательно.
Fill — заполнение модели — «заливка»
- Bottom/Top Thickness (mm) — Высота нижнего и верхнего слоя- «дно и крышка». Чем выше это значение тем толще основание и крышка печатаемой модели.
- Fill Density(%) в процентах параметр заливки вашей модели структурами ребер жесткости 100% — приведет к полному залитию модели внутри стенок пластиком. 0% — к отсутствию заливки.
Speed and Temperature — скорость и температура
-
Print Speed (mm/s) — значение, отвечающее за скорость печати. Чем выше скорость, тем хуже модель печатается — это факт вибрации ремней (реверсивная вибрация), проблемы с погашением энергии скорости печатающей головки и т.п. Многие модели 3D-принтеров хвастаются скоростью печати под 300mm/s — уж поверьте, ничего хорошего в итоге там не получите.
Диапазоны нормальных скоростей зависят от вашей конструктивной особенности принтера. 50-70(mm/s) — кому-то хорошо, а кто-то доволен печатью при 100(mm/s). Тише едешь — лучше на выходе модель. Экспериментируйте сами на базе вашего принтера и его возможностей
Support — поддержки и структуры поддержки
- Support type — выбор типа поддержек. None-нет. Touching Build plate- параметр, при котором создаются опорные структуры для моделей, где свисающие элементы модели могут касаться рабочего стола принтера. Everywhere- структуры поддерживают свисающие элементы. Везде создаются и печатаются на самой модели.
- Platform Adhesion type — Типы элементов поддержки, завязанных на адегезии удержания вашей модели на рабочем столе. Brim- создает удерживающие контуры вокруг основной модели, не давая ей отгибаться и отклеиваться от стола по краям и т.п.
- Raft- Плот. Создает основание из линий, ряда 2-3 высотой. Основание плот-пластика-процесс, когда между вашей моделью и рабочим столом создается некая «подушка» из пластика. На ней потом начинается печать основной модели. Часто используется при печати АБС и на столах с сильной перфорацией.
Вкладка Advanced:
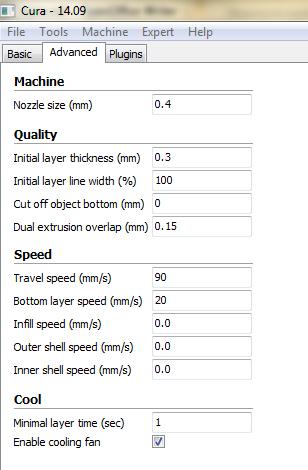
- Nozzle size (mm) — диаметр сопла экструдера. У многих по умолчанию 0.4 мм.
- Initial layer Thickness (mm) – Высота/толщина первого слоя. Более толстый слой легче прилипает, поэтому рекомендуется поставит значения 0.3. Если значение ровно 0.0, то первый слой будет иметь ту же высоту/толщину, что и все остальные.
- Initial layer line width (%) — дополнительный фактор по ширине для экструзии первого слоя.К некоторым принтерам хорошо иметь более широкую экструзию на первом слое, чтобы получить лучшее прилипание к платформе. Оптимальная ширина — 100%.
- Cut off object bottom (mm)- параметр, позволяющий вам отрезать часть модели,срезать ее от основания печати. Очень удобно, например, отпечатать только голову, а не весь бюст
- Travel speed (mm/s) — ваша скорость путешествия печатающей головки вне зоны печати. Можно ставить 150(mm/s)-90(mm/s), если позволяет оборудование
- Bottom layer speed (mm/s) — скорость печати «дна-основания модели». Оптимально — 20 (mm/s)
- infill speed (mm/s) — скорость заполнения вашей модели. Ее заливка внутри. По желанию вы можете оставить 0.0 и она будет равна общей установленной скорости печатаемой модели. Увеличив ее — уменьшим общее время печати.
- Outer shell speed (mm/s) — скорость печати внешней оболочки вашей модели.
- Inner shell speed (mm/s) -скорость печати внутренней оболочки вашей модели. Экспериментируйте. В зависимости от задач и цели, оставляя на 0.0 — она будет равна общей установленной скорости печатаемой модели
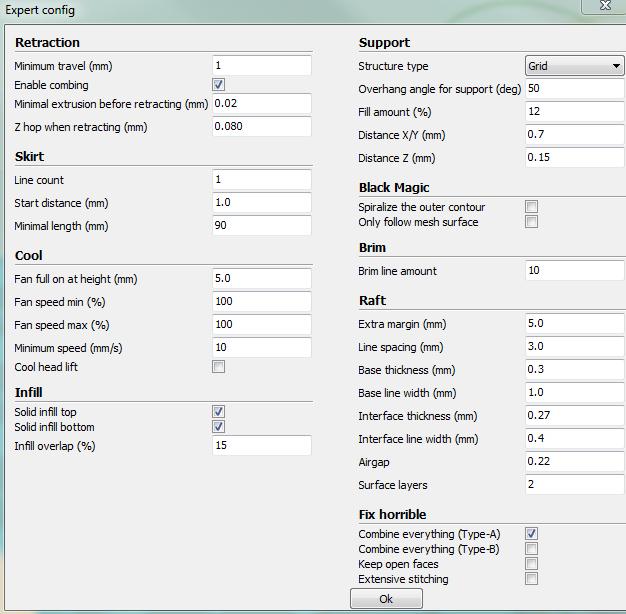
Retraction — параметры ретракции втягивания пластика вне зоны печати.
- Minimum travel (mm) — использую значение 1 мм
- Enable Config — включена галочка.
- Minimal extrusion before rectracting (mm) — отвечает за минимальную экструзию пластика перед ретракцией. Нормальное значение — 0.02 мм (чтоб не было эффекта ‘гриндинга’ в механизме подачи- пластик гоняет туда -суда и пилит, плющит движок подачи)
- Z hop when retracting (mm) — полезный параметр. Позволяет опускать стол, когда происходит перемещения печатающей головки между ретракцией и печатающим слоем. Таким образом, модель чуть опускается, пока сопло проезжает над ним, избегая моментов зацепления за завитки пластика.
Skirt — юбка — контурный слой, создаваемый вокруг вашей модели. Полезно, чтобы увидеть, как откалиброван, например, ваш принтер.
- Line count- количество линий.1
- Start distance (mm) — дистанция в миллиметрах от объекта. 1мм
- Minimal length (mm) — минимальная длина. 90мм
Cool — Охлаждение. Работа кулеров, обдувающих сопло и стол. Необходимо для охлаждения вашего пластика и модели. Тут вы задаете минимум максимум в процентах .
- Fan full on at height (mm) — охлаждение, которое включается на максимум при достижении высоты определенного слоя, который вы зададите
- Cool head lift- параметр, отвечающий за отъезд сопла от верхушек модели для их охлаждения, затем возвращения и продолжения печати.
Support — поддержки и типы
- Grid — тип решётка, line- тип линии
- Overhang angle for support(deg) — значение в градусах, при котором нужно строить поддержки.
- Fill amount (%) — процент их плотности построения. Дальше идут параметры дистанции между обектом и поддержками по осям. Они влияют на фактор не «сваривания-спекания» основной модели и поддержек .
- Black Magic — раздел черной магии для создания «ваз» и контуров чисто по 3д-модели. Создают спиральный контур движения пластика-процесс его опутывания вокруг основной модели.
- Brim — удерживающая контур обводка вокруг вашей модели в несколько слоев по желанию. Ставим 20 -10 линий.
- raft — параметры создания плота-прокладки между моделью и вашим рабочим столом.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Источник: 3dtoday.ru
Установка и настройка Cura 15.04.6

Если вы — новичок и первый раз в жизни столкнулись с 3D принтером, для успешной подготовки модели к печати необходима максимально простая и понятная программа- слайсер.
Одной из таких программ является слайсер Cura 15.04.6. Несмотря на то, что это 15 версия программы, более новые ревизии начинаются с версии 4. Дело в том, что на версии 15.04.6 компания Ultimaker прекратила развитие слайсера и полностью его переделала и переосмыслила. Версия 15.04.06 очень проста, стабильна, быстро слайсит и содержит минимальный набор настроек, чтобы успешно печатать большинство моделей. Далее мы расскажем о том, как правильно настроить данный слайсер и начать печатать. В дальнейшем, когда вы столкнетесь с необходимостью тонко настраивать печать моделей, вы просто обновите версию на более новую.
Установка Cura 15.04.6
На данный момент установочный файл с официального сайте Ultimaker загрузить нельзя, доступны только исходники. Но вы можете скачать установочный файл по данной ссылке. Cura_15.04.6.exe_.7z (5148 Загрузок) После скачивания распакуйте архив и запустите установочный файл Cura_15.04.6.exe Далее установите программу согласно иллюстрациям ниже.  Выберете компоненты, которые необходимо установить и выставите ассоциации файлов. Обычно ничего менять не требуется.
Выберете компоненты, которые необходимо установить и выставите ассоциации файлов. Обычно ничего менять не требуется.

 Если вы выбрали на предыдущем этапе установка драйвера Arduino, то просто установите его, следуя инструкциям на экране установщика.
Если вы выбрали на предыдущем этапе установка драйвера Arduino, то просто установите его, следуя инструкциям на экране установщика. 
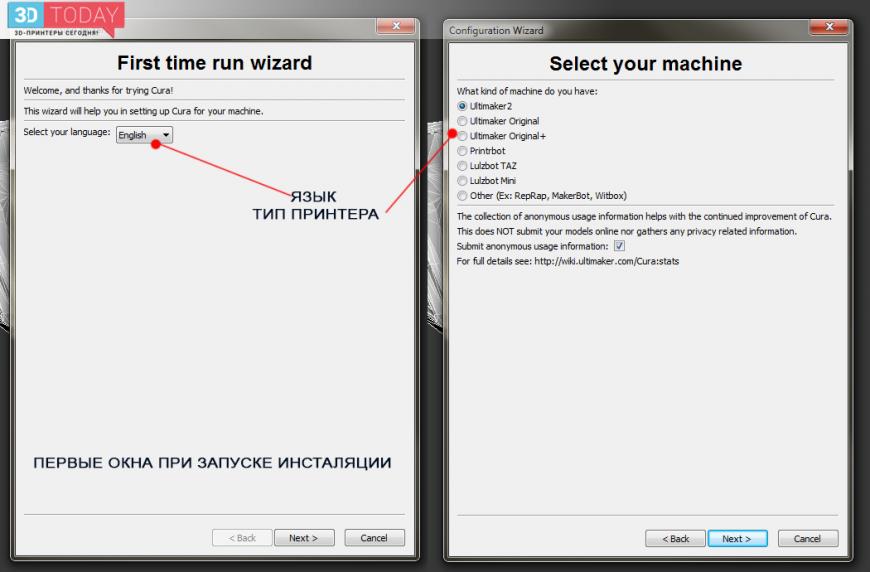
Первый запуск и первичная настройка
Если вы ранее не устанавливали данный слайсер, при первом запуске он попросит вас добавить новый принтер. Так как в библиотеке Cura нашего принтера нет, мы добавим его вручную.
Первоначально запустится «мастер добавления нового принтера»  Так как в данном списке нет нашего принтера, выбираем пункт «Другое»
Так как в данном списке нет нашего принтера, выбираем пункт «Другое»  В списке RepRap принтеров так же нет UlTi. По этой причине необходимо создать свой, кастомный принтер, выбрав соответствующий пункт меню. «Другой»
В списке RepRap принтеров так же нет UlTi. По этой причине необходимо создать свой, кастомный принтер, выбрав соответствующий пункт меню. «Другой»  Далее вводим имя принтера, область печати по X, Y, Z. Так же указываем диаметр сопла и то, что в нашем принтере имеется подогреваемая платформа. Вводимые параметры вы можете посмотреть на фотографии ниже.
Далее вводим имя принтера, область печати по X, Y, Z. Так же указываем диаметр сопла и то, что в нашем принтере имеется подогреваемая платформа. Вводимые параметры вы можете посмотреть на фотографии ниже.  После окончания настроек откроется интерфейс программы.
После окончания настроек откроется интерфейс программы. 
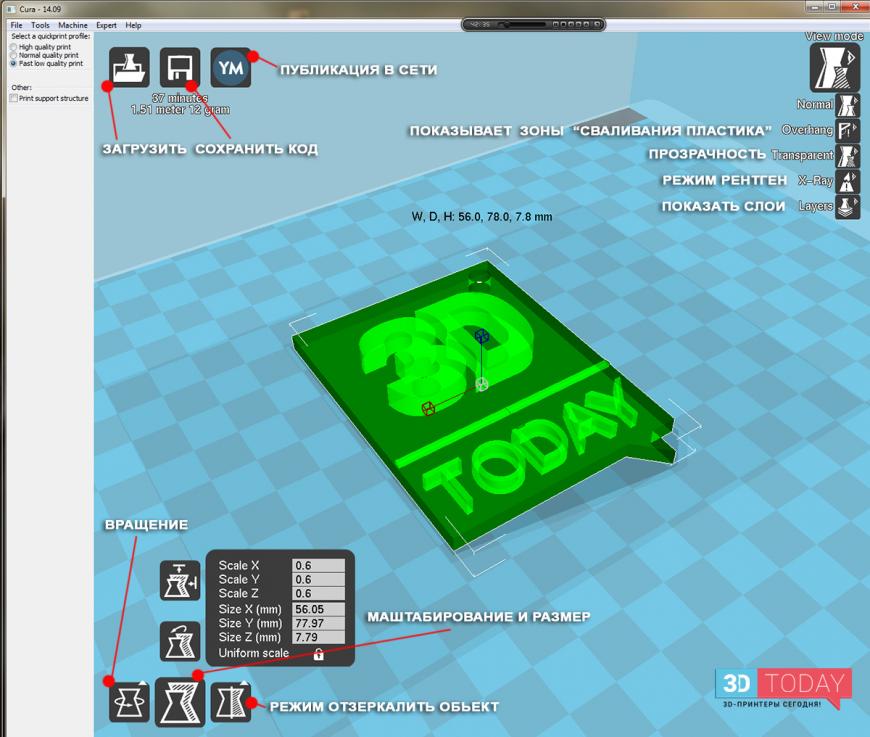
Интерфейс программы

После запуска программы вы увидите её интерфейс. Он очень прост и состоит буквально из 5 элементов:
- Командное меню.
- Раздел с настройками. Почти все настройки, которые вам понадобятся, расположены в данном списке.
- Быстрые кнопки- «Открыть» и «Сохранить модель».
- Кнопки изменения 3D модели («Положение», «Масштаб», «Отразить»). Доступны только когда на рабочее поле слайсера размещена модель.
- Функции отображения 3D модели.
Давайте подробнее рассмотрим каждую из функций. Перед тем, как нарезать модель на слои (отслайсить), необходимо правильно разместить модель на рабочем столе. Для этого воспользуемся кнопками изменения 3D модели (см. пункт 4).
При выборе первой иконки, появляется возможность вращать модель в трёх плоскостях, а так же две функции:
- Сброс — возврат модели в исходное положение;
- Положить плашмя — когда основание вашей модели расположено под небольшим наклоном к плоскости стола, а вручную выставить хорошее прилегание не получается, воспользуйтесь этой опцией. Cura сама найдет плоскую грань и положит модель на стол с максимальным прилеганием.

Следующая иконка отвечает за масштабирование модели. Вы можете задать как коэффициент увеличения/уменьшения модели, так и напрямую задать размеры в мм. При этом модель будет масштабироваться пропорционально. Если вам необходимо изменить габарит модели в разных плоскостях по-разному, нажмите на иконку замка.
Данные функции масштабирования не заменят вам полноценный 3D редактор, но в редких случаях поможет быстро изменить модель под ваши нужды.

Последний пункт из данного списка — отображение (отзеркаливание) детали по трём осям. Эта опция бывает полезна когда вы печатаете две одинаковые, симметричные детали. Что бы не создавать две, по сути, идентичные модели, вы можете в самом слайсере отобразить её по любой из осей.

В правом верхнем углу экрана расположены кнопки, отвечающие за просмотр модели в разных вариантах.
- Отображение 3D модели без эффектов
- Отображение на модели элементов с экстремальным углом нависания к плоскости. Данное отображение поможет новичкам понять какие элементы модели могут «опасть» под силой тяжести. В эти места лучше разместить поддержки.
- Режим полупрозрачной модели. В данном режиме отображения удобно просматривать модель на наличие скрытых полостей.
- Отображение тонких элементов модели.
- Отображение траектории движения печатающей головки. Это самый главный и важный режим отображения модели.

В этом режиме вы можете посмотреть плотность заполнения на каждом слое и траекторию построения модели. Проверить, нет ли на самой модели пустых мест или каких-либо артефактов. Проверить, корректно и в нужных ли местах установлены поддержи.

Базовые настройки
В отличии от Cura 4.x, в данной версии собраны все необходимые настройки и их не так много.
Начнем с вкладки «Основные». Здесь собраны настройки, которые чаще всего приходится менять.
- Высота слоя. Чем меньше слой, тем менее заметны полосы на модели и тем большую детализацию по оси Z мы получаем. Но при этом, при малом слое увеличивается общее время печати. Максимально возможный слой ограничивается диаметром сопла и скоростью перемещения печатающей головки. Для 0,4 сопла максимальный слой составляет 0,3 мм. Минимальный слой не ограничен. Оптимальная высота слоя для большинства задач 0,15-0,2 мм.
- Толщина стенки. Толщина стенки указывает какое количество периметров будет у вашей модели. Модель строится из оболочки (стенки), которая повторяет поверхность вашей детали, и внутреннего заполнения. Устанавливайте толщину стенки кратную диаметру вашего сопла. Рекомендуемый параметр — 2 толщины сопла.
- Включить откат. При холостых перемещениях пластик может вытекать из сопла, оставляя остатки пластика на модели. Чтобы это предотвратить используется так называемый откат (retract). Пластик вытаскивается из хотэнда на небольшое расстояние, имитируя работу поршня шприца. Эта опция обязательно должна быть включена.
Дополнительные настройки отката: - Минимальное перемещение. Менять параметр не требуется. Стандартное значение 1,5 мм.
- Включить обход. (режим комбинга в cura 4.x) Эта опция позволяет удерживать печатающую головку внутри модели, тем самым уменьшая количество «соплей» которые попадают на внешнюю стенку модели.
- Минимальное выдавливание перед откатом. Менять параметр не требуется. Стандартное значение 0,02 мм
- Подъем по Z после отката. Так называемый Z hope. Данная опция необходима для того чтобы печатающая головка не задевала тонкие напечатанные элементы при перемещении. Стандартное значение 0,1 мм
- Толщина верх/низ. Этот параметр отвечает за толщину нижней и верхней поверхностей. Иногда при малом % заполнения необходимо увеличить это значение, чтобы верхняя плоская грань лучше перекрывалась и не «пучилась». Но для большинства моделей увеличивать это значение не нужно. Рекомендуемый параметр — 0,8 мм
- Плотность заполнения. Выражается в процентах. Чем меньше % заполнения, тем более лёгкая получится модель, но при этом так же уменьшается и прочность. Не рекомендуется использовать 100% заполнение, т.к. многие пластики имеют небольшую неравномерность по диаметру, значит, и по объему пластика. Микроизлишки пластика будут портить качество изделия, при этом прочность с 80% заполнением и 100% не отличимы. Рекомендуемый параметр 35-50% для технических изделий, 14-18% для художественных.
- Скорость печати. Напрямую влияет на качество печати. Чем выше скорость, тем хуже спекаемость пластика, начинают проявляться артефакты на модели. Если требуется распечатать модель максимально быстро, можно установить скорость на уровне 100-120 мм/с. Рекомендуемая скорость печати 60-70 мм/с.
- Температура печати. Задается в зависимости от типа используемого материала. Данные настройки могут автоматически подставляться в зависимости от выбранного типа пластика. Рекомендуемые параметры: PLA 190-210, ABS 230-245, PETG 210-230, SBS 235-240
- Температура стола. Аналогично написанному выше. Но с учетом применяемого адгезивного состава. Рекомендуемые параметры: PLA 60, ABS 90-110, PETG 90, SBS 80-90
- Тип поддержки.От поверхности — когда поддержки строятся только в тех местах, где элементы модели нависают над столом, игнорируются при нависании над самой детали. Везде — поддержки строятся везде, игнорируя основание, от которого начнется их построение. Выбирается в зависимости от модели.
Дополнительные настройки: - Тип поддержки. Lines, Grid. Тип lines строит параллельные линии. Они легко отделяются от модели, но не очень устойчивы при печати, могут деформироваться и ломаться. Тип Grid — более жёсткая конструкция поддержек, отделяются от модели значительно сложнее.
- Угол нависания для поддержки. Угол, при котором поддержки начнут генерироваться. Рекомендуемое значение 60-70 мм
- Заполнение. Плотность построения поддержек. Чем меньше плотность, тем легче поддержку удалить, но тем хуже она будет работать. Рекомендуемое значение 30%
- Расстояние X/Y. Отступ поддержки от модели в горизонтальной плоскости. Рекомендуемое значение 0.7 мм
- Расстояние Z. Отступ поддержки от нависающего элемента по оси Z. Этим параметром можно регулировать сложность удаления поддержек. Рекомендуемое значение 0.15 мм
- Тип прилипания к столу. Существуют две опции: Кайма и Подложка.Кайма создает на первом слое вокруг модели контур, который увеличивает площадь опоры модели. Используется при печати моделей с очень малым основанием. Подложка — печатается в буквальном понимании подложка, прослойка под деталью. Что бы модель прилипла не к основанию стола а к материалу подложки. Это старый метод увеличения адгезии. На данный момент используется редко.
- Диаметр. Диаметр филамента. В принтерах семейства UlTi/Ulti Steel используется филамент диаметром 1,75 мм.
- Текучесть. Неверно переведенный параметр. Его основной смысл в увеличении или уменьшении объема подаваемого пластика. Этот параметр иногда требуется менять в тех случаях, если вы печатаете экзотическими пластиками, которые увеличиваются в объеме сразу после экструдирования. В остальных случаях лучше этот параметр не трогать. Рекомендуемое значение 100%
- Диаметр сопла. Принтеры имеют возможность замены сопел. Для увеличения производительности можно установить сопло с большим диаметром. Соответственно, для корректной работы слайсера необходимо указать диаметр сопла, установленного в данный момент. Стандартное сопло 0,4 мм.

Далее переходим на вкладку «Продвинутые» настройки. Здесь настроек,требующих изменений, куда меньше.
- Скорость. Задается в зависимости от типа используемого материала. Рекомендуемые параметры: PLA,ABS, PETG 50 мм/с
- Расстояние. Аналогично написанному выше. Рекомендуемые параметры: PLA, ABS — 4.5 мм, PETG — 5 мм
- Начальная высота слоя. Мы не рекомендуем устанавливать большую величину первого слоя, т.к. на толстом слое не так отчетливо видно качество укладки. Если мы не убедимся в том, что первый слой прилип хорошо и равномерно, в дальнейшем модель может отлипнуть от стека. Рекомендуемая настройка 0,1 мм
- Ширина линий переходного слоя. Ошибка в переводе. Эта опция задается в % и говорит о том насколько больше нужно выдавливать пластика на первом слое. При корректной калибровке стола менять это значение не требуется. Рекомендуемое значение 100%
- Обрезать объект снизу на. Полезная опция. Используется для того, чтобы разделить модель на части или обрезать модель до широкого плоского основания, если это требуется.
- Перекрытие для двойной экструзии. Менять не требуется.
- Скорость перемещения. Или скорость холостого прохода. Слишком медленная скорость перемещения даже с включенным откатом может оставлять капли пластика на траектории движения сопла. При слишком большой скорости сопло может задевать тонкие напечатанные элементы или поддержки и сбивать их. Рекомендуемый параметр 120-150 мм/с
- Скорость печати первого слоя. Чтобы пластик хорошо прилип к основанию, необходимо снизить скорость печати на первом слое. Рекомендуемый параметр 30-40 мм/с
- Скорость заполнения. На некоторых моделях требуется снижать данный параметр, но, чаще всего, скорость заполнения равна скорости печати основной модели. Рекомендуемое значение 0 (приравнивается к скорости печати)
- Верхняя/нижняя скорость печати. Скорость печати крышки/дна. Равна, в большинстве случаев, скорости печати всей модели.
- Скорость печати внешней границы. Чтобы получить максимально качественную внешнюю стенку и не сильно жертвовать временем печати модели, можно снизить скорость печати внешней границы. Рекомендуемая скорость печати 40-50 мм/с
- Скорость печати внутренней границы. Не оказывает особого влияния на качество печати, поэтому эту скорость можно приравнять к общей скорости печати модели. Рекомендуемое значение 0 (приравнивается к скорости печати)
- Минимальное время на слой. Опция, позволяющая без перегрева печатать модели с малой площадью опоры. Принтер не будет печатать следующий слой если время печати предыдущего не превысило данное значение.
- Включить охлаждающий вентилятор. В зависимости от типа пластика мы включаем или выключаем обдув модели.

И последний раздел с настройками — это «подробные настройки». Многие из этих опций дублируются в дополнительных меню отката, поддержки и т.д. Мы не будем останавливаться на них всех, а рассмотрим самые нужные.
Контур — это печать вокруг модели одной или несколько линий чтобы распечатать печатающую головку и модель начала печататься не с пустым соплом. Иногда стоит выключить данную опцию, так как модель, которая близка к предельному габариту платформы, может просто не поместиться на рабочем поле.
- Количество линий. Рекомендуемый параметр 1 или 2 контура.
- Начальное расстояние. Рекомендуемый параметр 3.0 мм
- Минимальная длинна. Рекомендуемый параметр 150 мм
В данном разделе тонко настраивается охлаждение. С какой силой обдувать модель, на какой высоте запускать обдув и т.д.
- Полный запуск вентилятора на высоте.Не следует с первых слоев запускать кулер на полную мощность. Рекомендуемый параметр 1 мм
- Минимальная скорость вентилятора.Рекомендуемый параметр 30%
- Максимальная скорость вентилятора. Не все пластики необходимо обдувать максимально сильно, а некоторые кулеры обдувают слишком сильно на максимальной мощности. Подбирается в зависимости от пластика и вашего обдува.
- Infill print after perimeters. Печать заполнения после печати стенки. Это важная опция. Если её не включить, то рисунок заполнения будет проявляться на стенках модели и портить внешний вид. Обязательно включить данную опцию.
Источник: ulti-steel.ru