
Гягяева, А. Г. Роль ручного программирования при составлении управляющих программ для станков с ЧПУ / А. Г. Гягяева, Л. А. Сорокина, Е. Р. Кожанова. — Текст : непосредственный // Молодой ученый. — 2015. — № 8 (88). — С. 229-232. — URL: https://moluch.ru/archive/88/17618/ (дата обращения: 16.06.2023).
Внедрение новых технологий и современной техники в производство невозможно без высококвалифицированных специалистов, обладающих передовыми знаниями и навыками. При этом востребованность в таких специалистах будет расти, так как станки с числовым программным управлением (ЧПУ) — один из необходимых элементов производства, обеспечивающих увеличение производительности труда, которое так необходимо для повышения эффективности работы предприятия, ипредставляют собой быстро программируемые технологические системы. Главной особенностью станков с ЧПУ является их технологическая гибкость, благодаря которой осуществляется быстрый переход на изготовление новых деталей. Поэтому подготовка специалистов составляющих управляющие программы для таких станков является актуальной задачей.
Программирование станков с ЧПУ. Урок 1. Режимы резания
Известны методы создания управляющих программ для станков с ЧПУ:
1) Ручное программирование.
2) Программирование на пульте ЧПУ.
3) Программирование при помощи CAD/CAMсистемы.
4) Диалоговое программирование с пульта управления станком.
Несмотря на то, что из всех вышеперечисленных методов, ручное программирование является очень трудоемким занятием, технолог-программист должен владеть им. Он должен четко представлять возможности того станка, для которого разрабатывается управляющая программа. Задание «перемещений по X, Y, Z-осям» производится в абсолютных значениях (абсолютная система координат), а также в приращениях (относительная система координат). Знак «+» или «-» определяет направление перемещения. Некорректный выбор системы координат, неверный расчет опорных точек на контуре детали и положения инструмента или рабочих органов станка приводит к возникновению геометрических ошибок, следовательно, и к браку продукции.
Для упрощения работы технолога-программиста при ручном программировании могут использоваться специальные разработанные программы подготовки данных для станков с ЧПУ [1, 2], предоставляющие ему средства расчета и графического отображения элементов контура детали по данным чертежа для проверки правильности расчета опорных точек.
Среди видов обработки значительную часть составляют токарные и фрезерные работы. На токарных станках (рис. 2а) обрабатываются детали, которые по своему геометрическому профилю относятся к телам вращения (рис. 1а), а на фрезерных станках (рис. 2б) в основном производится обработка плоских поверхностей, пазов, контуров (рис.
1б).
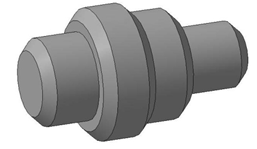
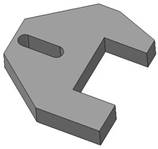
Рис.1. Типовые представители
Четкое представление осей координат и структуры движения выбранного токарного (рис. 2а) или фрезерного (рис. 2б) станка позволяет правильно написать управляющую программу для данного станка.

Рис. 2. Оси координат и структуры движения станков
В статье [1] предложено программное обеспечение для ручного программирования группы деталей, представителем которой является деталь, изображенная на рис. 1б. Программное обеспечение состоит из двух программ для проверки опорных точек, в абсолютных и относительных системах координат, и отрисовки контура детали с целью контроля для последующего написания управляющей программы ЧПУ.
Первый программный продукт «Отрисовка контура детали в абсолютной системе координат» (рис. 3а) может быть использован при создании программ управления станками Ф1 и Ф2, где Ф1 — цифровая индексация с предварительным набором координат, а Ф2-числовое позиционное программное управление [1].
Второй программный продукт «Отрисовка контура детали в относительной системе координат» (рис. 3б) — при создании программ управления станками Ф2, Ф3, Ф4, где Ф2-числовое позиционное программное управление, Ф3 — контурная система управления, а Ф4 — смешанная система управления (Ф2+Ф3) [1].
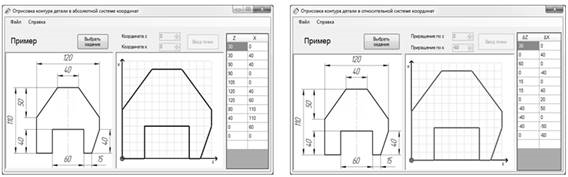
Рис. 3. Разработанное программное обеспечение для отрисовки контура детали в абсолютной (а) и относительной (б) системах координат [1]
Программное обеспечение для ручного программирования группы деталей, представителем которой является деталь, изображенная на рис. 1а, отличается симметричностью относительно оси вращения, движением инструмента по прямой и количеством установов (рис. 4). Для каждого установа составляется своя таблица координат опорных точек.
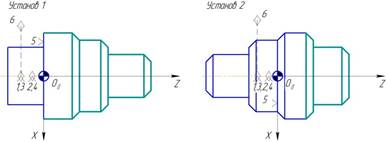
Рис. 4. Эскиз обработки вала: Установ 1 (а) и Установ 2 (б) [2]
Визуализация отрисовки контура поверхностей вала в программе «Отрисовка контура обрабатываемых поверхностей вала» обеспечивает контроль опорных точек в абсолютных (рис. 5) и относительных системах координат для последующего написания управляющей программы ЧПУ по установам.
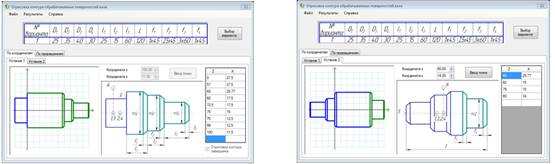
Рис. 5. Пример работы программы «Отрисовка контура обрабатываемых поверхностей вала» в абсолютной системе координат: а — Установ 1, б — Установ 2
Следовательно, для автоматизации ручного программирования авторами статьи предлагается использовать рассмотренные программы в учебном процессе ВУЗов и в отделах подготовки специалистов на промышленных предприятиях для упрощения расчета координат опорных точек, так как все операторы станков с ЧПУ и технологи-программисты должны иметь хорошее представление о технике ручного программирования.
1. Гягяева А. Г., Сорокина Л. А., Кожанова Е. Р. Автоматизация отрисовки контура детали для подготовки управляющих программ для ЧПУ // Молодой ученый. 2013. № 12 (59). С. 115–117.
2. Гягяева А. Г., Сорокина Л. А., Кожанова Е. Р. К вопросу отрисовки контура поверхностей вала // Молодой ученый. 2014. № 1. С. 81–84.
3. Кожанова Е. Р. Диаграммы переходов фокуса управления как средство проектирования пользовательского графического интерфейса // Техника и технологии: пути инновационного развития: материалы Междунар. научно-практич. конф. (1 июля 2011) / Ответственный редактор Горохов А. А. Курск: Юго-Зап. гос. ун-т, 2011. С. 80–83.
Основные термины (генерируются автоматически): контур детали, ручное программирование, станок, управляющая программа, относительная система координат, Программное обеспечение, абсолютная система координат, позиционное программное управление, последующее написание, программный продукт.
Похожие статьи
Автоматизация отрисовки контура детали для подготовки.
Второй программный продукт «Отрисовка контура детали в относительной системе координат» (рис. 2б) — при создании программ управления станками Ф2, Ф3, Ф4, где Ф2-числовое позиционное программное управление, Ф3 — контурная система управления.
К вопросу отрисовки контура поверхностей вала
В статье [3] авторами описывается разработанное программное обеспечение, состоящее из двух программ для проверки опорных точек, в абсолютных и относительных системах координат, и отрисовки контура детали с целью контроля для последующего написания.
Исследование возможности конвертирования данных языка.
Стоимость такого программного обеспечения может равняться стоимости самого оборудования, а в некоторых случаях и превышать ее.
Следует учитывать также точность задания координат. В системе управления станком, упомянутом выше, точность.
Применение программируемых логических интегральных схем.
Сидоров И. С. Структурно — параметрический синтез цифрового позиционно — следящего электропривода с переменной частотой квантования
Иванов В. М. Электроприводы с системами числового программного управления: учебное пособие — Ульяновск: УлГТУ, 2006.
Программное обеспечение системы автоматизированного.
Программное обеспечение системы автоматизированного проектирования швейных изделий.
Для считывания координат точек лекал деталей принята единая для всех деталей система отсчета относительно осей координат, расположенных вне контура детали.
Разработка программного модуля автоматизированной системы.
Разработка программного модуля для обеспечения комфортного доступа к информации. Разработка программного модуля по реализации функции интеллектуальной обработки данных для системы 1С-Битрикс.
Использование SCADA-технологий в современных.
Данное программное обеспечение устанавливается на компьютеры и, для связи с объектом, использует драйверы ввода-вывода.
программно-аппаратные платформы, на которых реализована система
Обучение объектно ориентированной парадигме.
Ориентация на объекты позволяет справиться со сложностью систем самой различной природы, и поэтому в настоящее время данная методология является наиболее востребованной при разработке программных продуктов.
- Как издать спецвыпуск?
- Правила оформления статей
- Оплата и скидки
Похожие статьи
Автоматизация отрисовки контура детали для подготовки.
Второй программный продукт «Отрисовка контура детали в относительной системе координат» (рис. 2б) — при создании программ управления станками Ф2, Ф3, Ф4, где Ф2-числовое позиционное программное управление, Ф3 — контурная система управления.
К вопросу отрисовки контура поверхностей вала
В статье [3] авторами описывается разработанное программное обеспечение, состоящее из двух программ для проверки опорных точек, в абсолютных и относительных системах координат, и отрисовки контура детали с целью контроля для последующего написания.
Исследование возможности конвертирования данных языка.
Стоимость такого программного обеспечения может равняться стоимости самого оборудования, а в некоторых случаях и превышать ее.
Следует учитывать также точность задания координат. В системе управления станком, упомянутом выше, точность.
Применение программируемых логических интегральных схем.
Сидоров И. С. Структурно — параметрический синтез цифрового позиционно — следящего электропривода с переменной частотой квантования
Иванов В. М. Электроприводы с системами числового программного управления: учебное пособие — Ульяновск: УлГТУ, 2006.
Программное обеспечение системы автоматизированного.
Программное обеспечение системы автоматизированного проектирования швейных изделий.
Для считывания координат точек лекал деталей принята единая для всех деталей система отсчета относительно осей координат, расположенных вне контура детали.
Разработка программного модуля автоматизированной системы.
Разработка программного модуля для обеспечения комфортного доступа к информации. Разработка программного модуля по реализации функции интеллектуальной обработки данных для системы 1С-Битрикс.
Использование SCADA-технологий в современных.
Данное программное обеспечение устанавливается на компьютеры и, для связи с объектом, использует драйверы ввода-вывода.
программно-аппаратные платформы, на которых реализована система
Обучение объектно ориентированной парадигме.
Ориентация на объекты позволяет справиться со сложностью систем самой различной природы, и поэтому в настоящее время данная методология является наиболее востребованной при разработке программных продуктов.
Источник: moluch.ru
Управляющая программа для станка: описание процедур
Общие сведения о программах для фрезерных станков по дереву или металлу
Для работы станка с числовым управлением необходим ЗD редактор. При создании простейших изделий можно обойтись и без этого софта. Для объемных деталей есть свои виды программ, с последующим преобразованием. ПО напрямую зависит от используемой операционной системы.
Их предназначение
Главным достоинством программ управление является создание продукции высокого качества, с наименьшим человеческим участием. Это позволяет снизить затраты на человеческий труд, а также максимально автоматизировать производство. Один оператор может обслуживать сразу несколько станков.
По сути, оператору достаточно запустить программу и наблюдать за выполнением команд. Программное обеспечение включает в себя программу для компьютерного моделирования и непосредственно управляющий софт.
Существующие виды
На данный момент существует 3 наиболее распространенных вида программ для фрезерных станков с ЧПУ:
- CAD программы и программы 3d моделирования.
- САМ программы.
- CNC программы и системы.
CAD программы и программы 3D моделирования помогут на крупных производствах, где все начинается с чертежа и эскиза будущей детали. Здесь понадобятся точные расчеты, которые автомат произведет намного лучше, чем любой человек.

САМ программы помогают подобрать инструмент, оснастку, исходя из данных, которые есть на чертежах. Они же генерируют управляющую программу для обработки детали на фрезерных или токарно-фрезерных станках. CNC ПО и системы предназначены для воплощения систем разработки на станках с ЧПУ. По сути, это программа управления станком.
Все программы делятся на дискретные и контурные.
- Дискретные позволяют выполнять базовые функции и устанавливаются на станки, предназначенные для простой обработки деталей.
- Контурные обрабатывают сложные заготовки и применяются для агрегатов токарного и фрезерного типа с широкими функциональными возможностями.




Какие есть программы для написания управляющих программ для станков с ЧПУ?
В этом разделе и ниже в этой статье приводятся наиболее функциональные и востребованные программы. На самом деле разнообразие отраслевого софта намного шире — но не все разработки пользуются одинаковой популярностью на производстве.
Fusion 360

Этим комплексом пользуются для создания программ для 3D-принтеров, а также ЧПУ-станков с поддержкой максимум пяти осей. Чертежи объектов можно создавать непосредственно внутри программы, плюс предусмотрена опция импорта и экспорта AutoCAD-файлов. Эта программа совмещает в себе возможности CAD, CAM и CAE.
CAE расшифровывается как computer-aided engineering и переводится как «система автоматизированного проектирования и конструирования». В Fusion 360 содержится обширная библиотека готовых конструкторских решений, которые можно задействовать для разработки нового проекта. Тестирование объектов доступно уже на самых ранних стадиях работы над ними.
Одной из наиболее полезных функций Fusion 360 является генеративный дизайн: программа сама создает десятки моделей, сопоставляет их по значимым параметрам и отбирает те, что наилучшим образом соответствуют поставленной задаче.
MecSoft Corporation
Этот бренд специализируется на создании CAM-программ для среднего и малого бизнеса. В линейку его продукции входят такие хорошо известные профессионалам наименования, как AlibreCAM (ее интерфейс изображен на фото), VisualCAM для SOLIDWORKS, RhinoCAM, VisualCAD/CAM. Все они характеризуются высокой производительностью, простотой применения и доступной стоимостью. Они предлагают разнообразные решения для производства на заказ, выполняют быстрое прототипирование. Наибольшим спросом продукция MecSoft Corporation пользуется в образовательной, автомобилестроительной, деревообрабатывающей и аэрокосмической отраслях, а также для производства оснастки и инструментов.
G-код
На производстве, где работают станки с ЧПУ используется множество различного программного обеспечения, но чаще всего используется наиболее распространенный управляющий софт – G-код. Это условное наименование языка программирования. Он был введен в 1960 году. Окончательная доработка произошла в 80-е годы.
Производители программных систем используют этот код как базовую систему. При этом расширяют ее по своему усмотрению. Продукт, написанный при помощи G-кода, отличается жесткой структурой. Команды по управлению объединены в группы, который состоят из одной или нескольких команд.
Основные команды начинаются с буквы G:
- команды для перемещения рабочего инструмента с заданной скоростью;
- типовые последовательности, например, расточка отверстий или фрезерование;
- управление параметрами инструмента.
Технологические команды начинаются с буквы М.
Создание управляющего софта
Процесс создания программы управления ЧПУ состоит из нескольких этапов. Как пример можно привести создание проекта для резьбы по дереву. Станки ЧПУ программируются в связке программного обеспечения «CAD/CAM», поэтому весь процесс работы будет состоять из трех этапов:
- Создание модели изделия. Для этого используются 3D редакторы. Работу выполняют специально обученные дизайнеры, к услугам которых и необходимо будет прибегнуть. Создаваемая модель может в будущем воплощаться в разных масштабах и размерах.
- Создание управляющей программы. Для этого используется ПО, описанное выше. Готовая модель будущего изделия импортируется в выбранный софт. В соответствии с ее размерами, формой, типом фрез и другими параметрами составляется соответственное ПО.
- Фрезерование. Команды управляющей программы считываются станком, благодаря чему работающие органы устройства перемещаются по заранее созданным координатам, выполняя предписанные действия.
Работа со станком, управляемым при помощи ЧПУ, требует определенных знаний. Однако наличие специального программного обеспечения облегчает эту задачу.
Таким образом, работка станков с числовым программным управлением невозможна без специальных утилит. Они создаются при помощи отдельного софта. Сегодня существует большое количество такого ПО. Разный софт отличается как по функциональности, так и по требованиям к ЭВМ. Хотя для работы с ПО необходимы определенные знания, многочисленные инструкции облегчают процесс обучения.
От Vectric
Программы от Vectric сочетают в себе мощность и простоту в обращении. Легко позволяет работать с графическим изображением, создавать точный набор команд для работы со станком ЧПУ.
CUT2D
Это обеспечение создано для расчета 2D траекторий при фрезеровании, а также для операций по гравировке, вырезании. Программа снабжена специальными инструментами для выполнения целого цикла технологических операций.

Есть возможность добавления границ, масштабирования, а также конвертации изображения из разных форматов в векторный рисунок. Редактирование изображения при помощи CUT2D занимает минимальное количество времени.
CUT3D
Это обеспечение для работы с 3D моделями. Отлично подходит для токарного оборудования. Успешно сочетается с моделями, которые подготовлены в графических редакторах AutoCAD, Rhino3D, 3D Studio, а также с использованием лазерного сканера или сенсора. Основное преимущество – удобный интерфейс с пошаговыми инструкциями, позволяющий загрузить модель, задать размеры, просмотреть примерный результат работы.
VCARVE
Используется как простое и понятное обеспечение для агрегатов по дереву. Сюда относятся инструменты для 2D дизайна, для траекторий движения станочного шпинделя, а также функция импорта нескольких 3 D моделей. Панель содержит большое количество возможностей, чтобы настроить самые разные параметры.
PHOTOVCARVE
С использованием этой программы есть возможность выполнять гравировальные работы, доступные до этого только при наличии лазерной системы. При работе изображение или фотография превращается в набор команд для станка. Сочетается практически со всеми форматами изображений.
Aspire
Позволяет превращать 2 D эскизы, фотографии, рисунки и картинки в различные объемные 3D модели. Имеет интуитивно понятный интерфейс, а также уникальный набор инструментов для 3 D моделирования, редактирования и дизайна.
Скачать программу LaserCAD бесплатно
| Название | Обновлен | Размер |
| LaserCAD V8.12.3.zip | 27 октября 2020 | 53.6 МБ |
| LaserCAD V8.12.6.zip | 27 октября 2020 | 53.6 МБ |
| Программа LaserCAD V7.96.2.rar | 30 октября 2018 | 43.3 МБ |
| Программа LaserCAD V7.98.15.zip | 26 ноября 2018 | 49.4 МБ |
| Программа LaserCAD V7.98.19.rar | 26 ноября 2018 | 42.4 МБ |
| Программа LaserCAD V8.11.18.rar | 8 сентября 2020 | 35 МБ |
| Программа LaserCAD V8.11.8 +RUS.zip | 1 июня 2020 | 52.4 МБ |
| Прогрмамма LaserCAD V8.12.8.zip | 26 октября 2020 | 53.6 МБ |
| Русификатор Trocen AWC708C Lite.zip | 6 ноября 2018 | 8 КБ |
ArtCAM
ПО ArtCAM представляет собой набор продуктов для моделирования и проектирования, а также проводит на агрегате с числовым управлением автоматическую обработку. В пакет данного ПО входят инструменты, позволяющие создавать разные виды пространственных рельефов. Применяют ArtCAМ на обувной, мебельной промышленности, для создания форм и изделий из пластика.

ПО обладает следующими функциями:
- создает текстуры для шлифовального оборудования;
- использует 3Д шаблоны для изготовления простейших конструкций;
- самостоятельно генерирует 3D модели из 2D рисунков;
- набор инструментов для создания и редактирования векторных и растровых изображений;
- большое количество стратегий обработки позволяет выбрать оптимальный путь обработки разной сложности.
Это ПО доступно для пользователей с наименьшими базовыми навыками.
Процесс разработки
Разработка управляющих команд для ЧПУ требует специальных навыков и осуществляется в несколько этапов:
- Получение информации детали и процессе производства;
- На основании чертежей создание 3D модели;
- Создание комплекса команд;
- Эмуляция и корректировка кода;
- Испытание готового продукта, изготовление опытной детали.

Сбор информации – это самый первый этап создания УП. Он необходим не только для написания управляющих команд, но и для выбора инструмента и учета особенностей материала при создании. В первую очередь выясняется:
- Характер необходимой поверхности детали;
- Характеристика материала: плотность, температура плавления;
- Величина припуска;
- Необходимость проведения шлифовки, резанья и других операций.
Это позволит вычислить операции, необходимые для обработки, а также рабочие инструменты.
Следующим этапом является моделирование детали. Разработать программу для создания деталей средней и более сложности без моделирования невозможно. При создании стандартных изделий можно поискать готовые модели в интернете, но следует тщательно проверить их на соответствие.
Программное обеспечение SprutCAM для фрезера с ЧПУ
Это отечественный вариант ПО. Применяется, чтобы создать управляющее ПО для большинства операций по обработке заготовок на станках с ЧПУ и центрах обработки. Снабжен полным набором инструментов для работы с высокой производительностью на разных вариантах производства. Имеет несколько вариантов стратегий, базовый набор постпроцессоров, богатым хранилищем с кинематическими схемами.
Программа для станка с ЧПУ зависит от задач, которые на нем будут выполнять, а также особенностей производства. Но большинство перечисленного ПО является универсальным обеспечением с широкими возможностями. Они совместимы с разным видом оборудования и компьютерной техникой.
Предназначение
Полное название программы АртСофт Mach3. Она используется на компьютерных устройствах, подключенных к станкам. Для запуска программы на компьютере должна быть установлена операционная система от компании Майкрософт. Приложение и софт были созданы американским производителем. Его популярность связана с простотой использования, которая обеспечивает возможность применения как на производстве, так и в быту.
Отдав предпочтение управляющей программе, можно запустить приборы:
- токарный агрегат;
- фрезеровочную машину;
- зубонарезной;
- гравировочный.
Для того чтобы Mach3 была запущена на компьютере, он должен соответствовать минимальным требованиям. Операционная система Windows – не старее двухтысячного года. Тактовая частота процессора – не менее 1 гигагерц. Минимальный объем оперативной памяти – 512 мегабайт. Память видеокарты – не менее 64 мегабайт.
Объема свободной памяти на жестком диске – не менее 1 гигабайта. Наличие порта LPT и не менее двух разъемов USB.
Практически каждое современное устройство совместимо с Mach3, благодаря чему ее можно применять как на крупных предприятиях, так и в домашних мастерских.
Приложение аналогичным образом управляется на станке разной конструкции. Разница в работе может быть связана исключительно с отличиями в характеристиках и габаритах приборов.
Источник: stavlife26.ru
Основы программирования и наладки станков с ЧПУ, Должиков В.П., 2011
Основы программирования и наладки станков с ЧПУ, Должиков В.П., 2011.
В пособии представлены основы ручного программирования и наладки металлорежущих станков с ЧПУ в условиях мелкосерийного производства. Рассмотрены вопросы составления расчетно-технологических карт, приведены фрагменты управляющих программ для станков с ЧПУ. представлены элементы наладки станков с ЧПУ.
Предназначено для студентов, обучающихся по направлениям 150900 «Технология, оборудование и автоматизация машиностроительных производств». 150700 «Машиностроение» и профилю «Машины и технология высокоэффективных процессов обработки материалов».

Технологическая подготовка производства на станках с ЧПУ.
Тенденция современного производства — «. постоянное обновление продукции, — это объективный процесс, коренным образом связанный с научно-техническим прогрессом и взаимообусловленный им» [11]. Основные пути обновления продукции:
• модернизация устаревших моделей и конструкций:
• разработка и выпуск принципиально новых, не имеющих аналогов изделий:
• обновление продукции, связанное с изменением ее потребительских качеств:
• обновление или модернизация продукции, связанные с совершенствованием методов или процессов производства.
Интенсификация темпов обновления продукции возможна на производстве. оснащенном оборудованием с числовым программным управлением (ЧПУ).
Для выпуска заданной продукции на предприятии необходимо произвести техническую подготовку производства. Техническая подготовка производства подразделяется на конструкторскую подготовку, технологическую подготовку и календарное планирование. Конструкторская подготовка производства включает разработку конструкции изделия с подготовкой всей необходимой конструкторской документации.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ
1. ОСНОВЫ ПРОГРАММИРОВАНИЯ ДЛЯ СТАНКОВ С ЧПУ
1.2. Числовое программное управление оборудованием
1.3. Особенности проектирования технологического процесса на станках с ЧПУ
1.4. Система координат и базовые точки станка
1.5. Структура управляющей программы
1.6. Формат управляющей программы
1.7. Кодирование подготовительных функций
1.8. Программирование циклов
1.8.1. Технологические решения в циклах
1.8.2. Программирование циклов
1.9. Кодирование вспомогательных функций
1.10. Программирование размерных перемещений
1.10.1. Разработка расчетно-технологической карты
1.10.2. Особенности разработки РТК для токарных станков
1.10.3. Особенности разработки РТК для фрезерных
1.10.4. Особенности разработки РТК для сверлильных станков
1.10.5. Линейная интерполяция
1.10.6. Задание размеров в приращениях
1.10.7. Задание размеров в абсолютных значениях
1.10.8. Программирование круговой интерполяции
1.11. Ввод плавающего нуля
1.12. Нарезание резьбы
1.13. Программирование состояния станка
1.14. Программирование коррекции инструмента
1.15. Программирование подпрограмм
1.16. Разработка карты наладки
2. ОСНОВЫ НАЛАДКИ СТАНКОВ С ЧПУ
2.1. Порядок настройки станков с ЧПУ
2.2. Настройка токарных станков с ЧПУ
2.2.1. Особенности настройки токарных станков с ЧПУ
2.2.2. Подготовка, настройка и установка режущего и вспомогательного инструмента
2.2.3. Требования к режущему инструменту для станков с ЧПУ
2.2.4. Установление рабочих органов станка в исходное положение
2.3. Настройка фрезерных станков с ЧПУ
2.3.1. Нули станка
2.3.2. Оснастка фрезерного станка
2.3.3. Привязка заготовки и режущего инструмента
2.4. Настройка многооперационных станков с ЧПУ
2.4.1. Установка заготовок на металлорежущем станке
2.4.2. Базирование заготовок на столе
2.4.3. Закрепление заготовок на столе
2.4.4. Установка заготовки в приспособлении
2.4.5. Требования к станочным приспособлениям
2.4.6. Требования к приспособлениям для многооперационных станков
2.4.7. Переналаживаемые н непереналаживаемые приспособления
2.4.8. Подготовка, настройка н установка режущего и вспомогательного инструмента
2.5. Отладка управляющей программы на станке
2.6. Отработка управляющих программ, полученных с помощью CAD/CAM-систем
2.7. Технологические параметры точности отработки управляющих программ
3. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
4. СПИСОК ЛИТЕРАТУРЫ
5. ПРИЛОЖЕНИЯ
5.1. Базовые символы на пультах управления УЧПУ (ГОСТ 24505-80)
5.2. Символы пультов управления УЧПУ (ГОСТ 24505-80)
5.3. Дополнительные символы для станка ИР320ПМФ4
5.4. Дополнительные символы для станка СТП220АП
5.5. Подготовительные функции станка Mill 155
5.6. Подготовительные функции станка ИР320ПМФ4
5.7. Подготовительные функции станка СТП220АП
5.8. Вспомогательные функции станков ИР320ПМФ4 и СТП220АП.
Бесплатно скачать электронную книгу в удобном формате, смотреть и читать:
Скачать книгу Основы программирования и наладки станков с ЧПУ, Должиков В.П., 2011 — fileskachat.com, быстрое и бесплатное скачивание.
Скачать pdf
Ниже можно купить эту книгу по лучшей цене со скидкой с доставкой по всей России. Купить эту книгу
Источник: obuchalka.org