
В УЧПУ 2Р22 используются подготовительные функции с адресом G. Функция G05 применяется в тех кадрах программы, после отработки которых не следует выполнять торможение (при сопряжении контуров). Функция G10 задается перед кадром (или группой кадров), где необходимо поддерживать постоянство скорости резания, т.е. где по мере изменения диаметра обработки соответственно изменяется частота вращения шпинделя. Для отмены действия функции G10 используется функция G11. Подготовительные функции G10 и G11 программируются отдельными кадрами.
2.6. Программирование фасок, галтелей и дуг
УЧПУ 2Р22 предусматривает также возможность программирования фасок, галтелей и дуг.
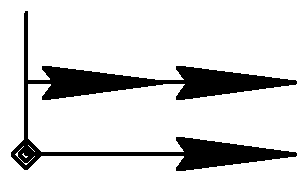
Фаска под углом 45° задается по адресу С со знаком и конечным размером по той координате, по которой идет обработка контура перед фаской. Знак перед размером фаски по адресу С должен совпадать со знаком обработки по координате Х (знак опускается, если обработка идет в сторону увеличения диаметра, и указывается знак «-«, если обработка идет в сторону уменьшения диаметра). Направление по координате Zзадается только в отрицательную сторону (к шпинделю) со знаком «-«. Примеры записи фасок в кадре представлены на рис.2.2.
Как написать программу на Python для управления сетевыми устройствами с помощью YANG и RESTCONF
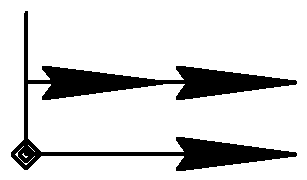
Галтель задается по адресу Q со знаком и конечным размером по той координате, по которой идет обработка контура перед галтелью. Знак перед размером галтели по адресу Q должен совпадать со знаком обработки по координате Х (аналогично программированию фасок). Направление по координате Z задается только в отрицательную сторону со знаком «-«. Примеры записи галтелей в кадре приведены на рис.2.3.
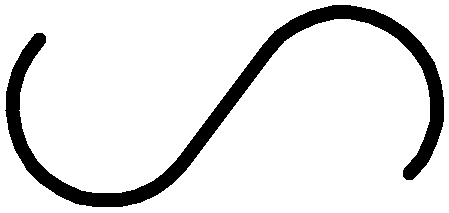
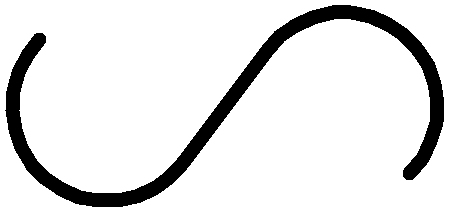
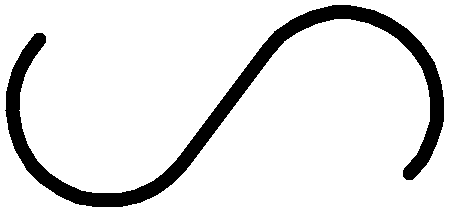
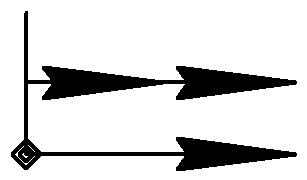
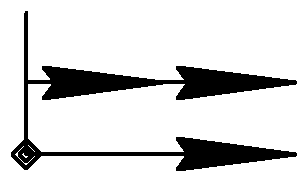
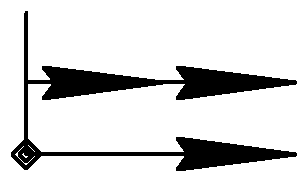
Для задания дуги в кадре указываются координаты конечной точки дуги и ее радиус по адресу R со знаком. Знак перед значением радиуса опускается, если обработка выполняется по часовой стрелке; при обработке против часовой стрелки указывается знак «-«. Примеры записи дуг в кадре представлены на рис.2.4.
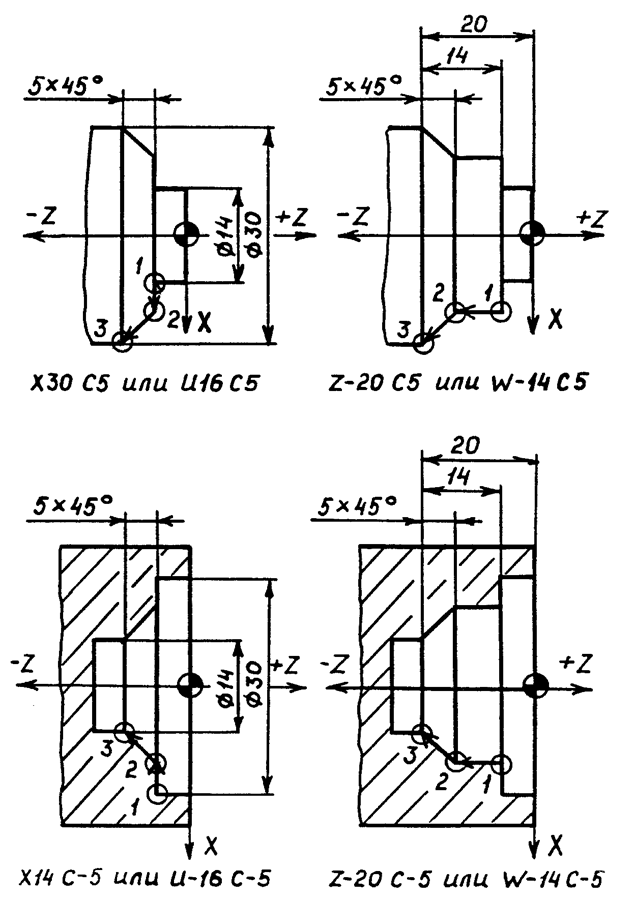
Рис. 2.2. Примеры программирования фасок под углом 45 O :
а – для наружных поверхностей; б – для внутренних поверхностей
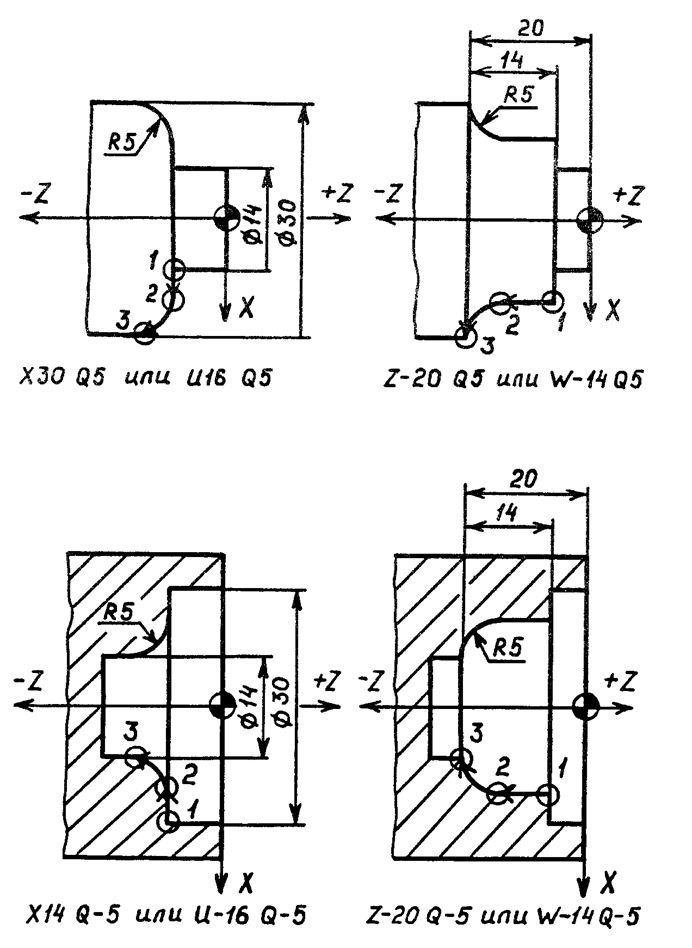
Рис. 2.3. Примеры программирования галтелей:
а – для наружных поверхностей; б – для внутренних поверхностей
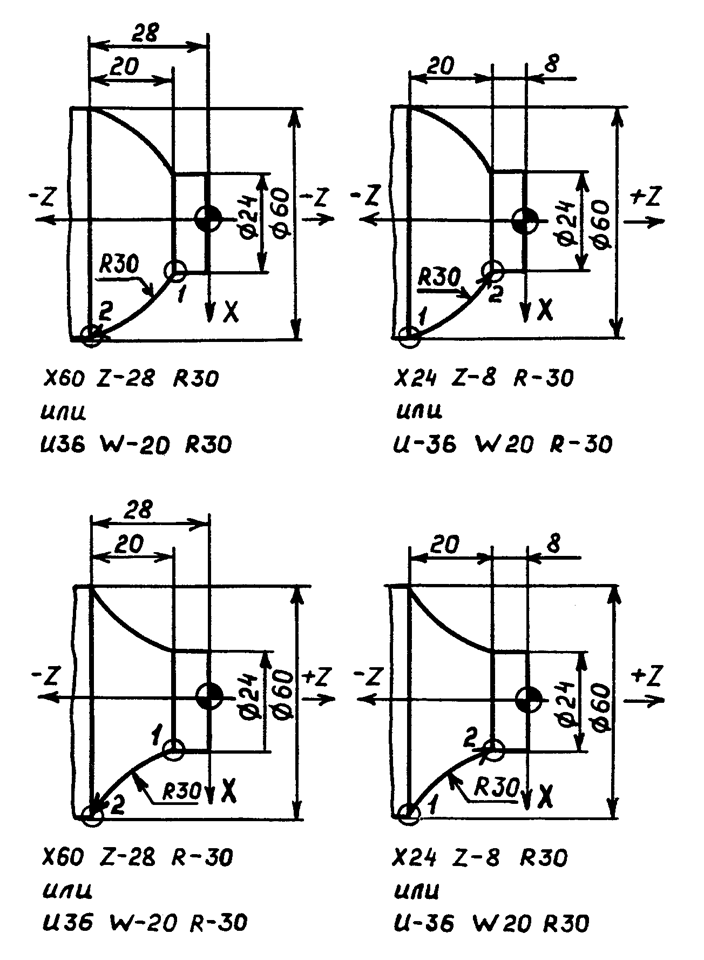
Рис. 2.4. Примеры программирования дуг
3. ПРОГРАММИРОВАНИЕ ПОСТОЯННЫХ ЦИКЛОВ
УЧПУ 2Р22 предусматривает возможность использования постоянных (стандартных) циклов, которые существенно упрощают процесс программирования и сокращают объем программы. Для программирования постоянного цикла по адресу L задают его номер (табл.3.1), а затем по соответствующим адресам указывают значения параметров цикла.
Постоянные циклы, реализуемые в УЧПУ 2Р22
Источник: vunivere.ru
Сделал 3D в консоли с нуля | трассировка лучей
2.6. Программирование обработки сферических поверхностей
В управляющей программе для обработки сферических поверхностей указывают перемещение резца по дуге, представляющей собой не более четверти окружности. Направление движения резца задается функцией G.
Если дуга охватывает полную четверть окружности (угол 90°), то движение по часовой стрелке (скругление) задается функцией G12, движение против часовой стрелки (галтель) – функцией G13. Аналогично для дуги, охватывающей угол меньше 90°, движение по часовой стрелке задается функцией G2, а против часовой стрелки – функцией G3.
Для обработки полной четверти окружности резец подводят по программе к начальной точке дуги. Затем задают функцию G12 (G13) и координаты конечной точки дуги по осям X и Z (либо приращения по осям X и Z в относительной системе отсчета). Во всех кадрах циклов G2, G3, G12 и G13 кроме последнего ставят «звездочку», которая объединяет их в цикл.
Например, управляющая программа для обработки скругления на детале со сферической поверхностью R20 в четверть окружности (рис. 7, а) в абсолютной системе отсчета имеет следующий вид:
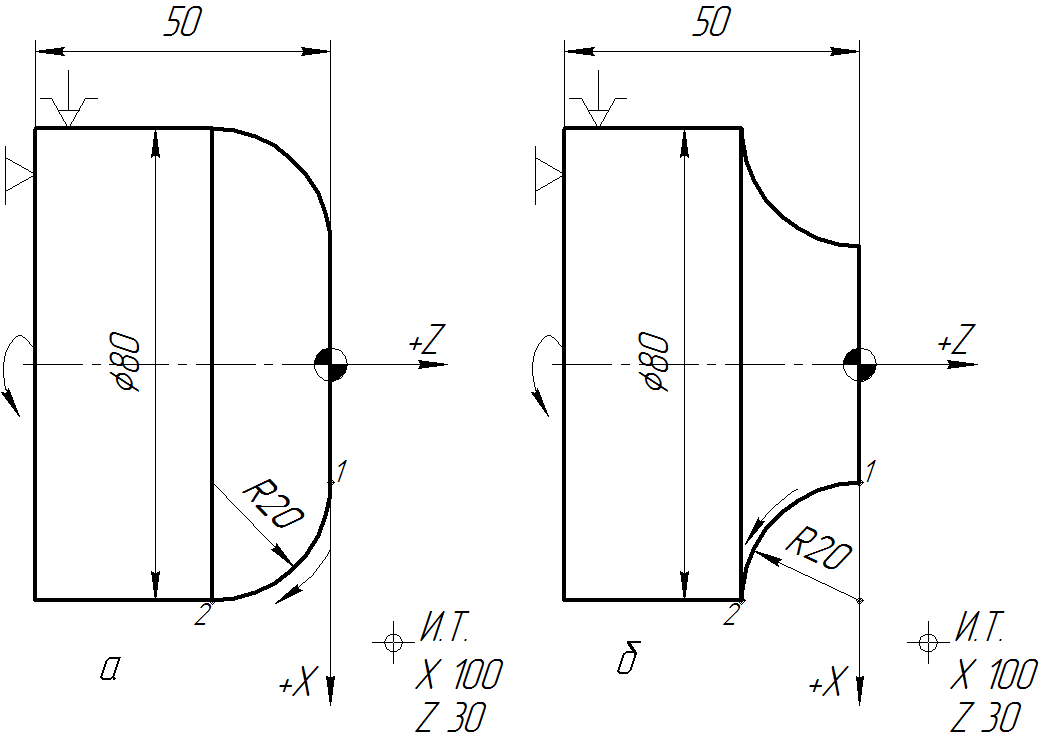
Рис. 7. Примеры программирования обработки по дуге
окружности в пределах 90 скругления (а) и галтели (б)
Третий диапазон частоты вращения шпинделя.
Прямое направление вращения шпинделя.
Частота вращения шпинделя – 600 об/мин.
Подача – 0,3 мм/об.
N4 Х10000 *
Выход инструмента в И.Т. ускоренно, одновременно по двум координатам.
N5 Z3000
Поворот револьверной головки в позицию Т1.
N7 X4000 *
Подвод резца к заготовке ускоренно, одновременно по двум координатам.
N8 Z50
Подвод резца к торцу заготовки по оси Z.
Цикл G12 для обработки скругления (движение против часовой стрелки), включающий обозначение цикла и координаты X и Z конечной точки перемещения.
N13 X8500
Отвод резца от заготовки по оси Х ускоренно.
N14 X10000*
Отвод резца в И.Т. ускоренно, одновременно по двум координатам.
N15 Z3000
В относительной системе отсчета запись кадров с N10 по N12 выглядит следующим образом:
N11 X4000 *
N12 Z-2000
В случае обработки вогнутой сферы (галтели) (рис. 7, б) управляющая программа имеет вид:
Третий диапазон частоты вращения шпинделя.
Прямое направление вращения шпинделя.
Частота вращения шпинделя – 600 об/мин.
Подача – 0,3 мм/об.
N4 Х10000 *
Выход инструмента в И.Т. ускоренно, одновременно по двум координатам.
N5 Z3000
Поворот револьверной головки в позицию Т1.
N7 X4000 *
Подвод резца к заготовке ускоренно, одновременно по двум координатам.
N8 Z50
Подвод резца к торцу заготовки по оси Z.
Цикл G13 для обработки галтели (движение по часовой стрелке), включающий обозначение цикла и координаты X и Z конечной точки перемещения.
N13 X8500
Отвод резца от заготовки по оси Х ускоренно.
N14 X10000*
Отвод резца в И.Т. ускоренно, одновременно по двум координатам.
N15 Z3000
В относительной системе отсчета запись кадров с N10 по N12 выглядит следующим образом:
N11 X4000 *
N12 Z-2000
Обработку по дуге, лежащей в пределах угла меньше 90°, задают циклами G2 или G3 и четырьмя кадрами, включающими: координаты X и Z конечной точки дуги; параметр Р1, определяющий проекцию на ось X радиуса, проведенного из центра дуги О до точки начала дуги (задается на сторону); параметр Р2 – то же на ось Z. Знаки параметров Р1 и Р2 определяются направлением движения по координатным осям Х и Z соответственно (рис. 8).
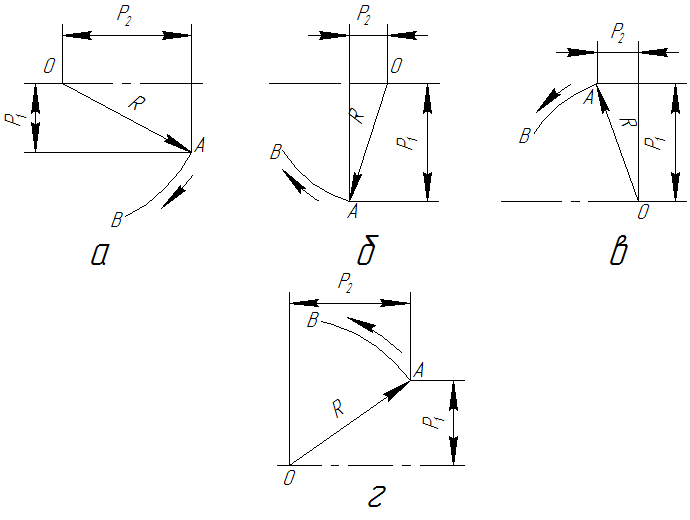
Рис. 8. Способы задания дуг, охватывающих менее четверти окружности:
а, б – движение по часовой стрелке (цикл G2); в, г – против нее (цикл G3)
При составлении управляющей программы для обработки сферической поверхности радиусом R = 46,1 мм (рис. 9) при движении резца по дуге 1–2 по часовой стрелке определяют параметры Р1 и Р2, которые равны координатам начальной точки дуги относительно ее центра. По оси X параметр Р1 составляет 35 мм, по оси Z параметр Р2 – 30 мм.
Знак параметра Р1 положительный, так как при движении по дуге 1–2 координата Х увеличивается. Знак параметра Р2 отрицательный, так как при движении по дуге 1–2 координата Z уменьшается.
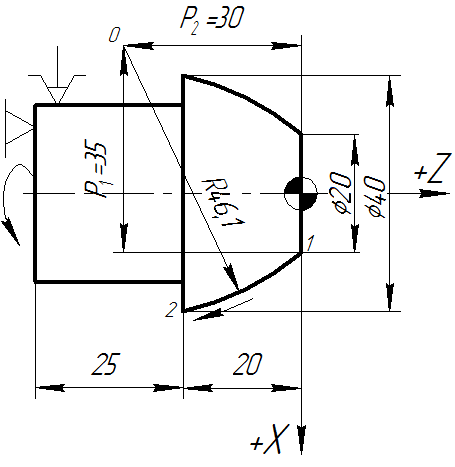
Рис. 9. Пример программирования обработки сферической
поверхности в пределах угла меньше 90
Фрагмент управляющей программы, относящийся к движению резца по дуге 1-2, в абсолютной и относительной системе отсчета имеет следующий вид:
Абсолютная система отсчета
Относительная система отсчета
N7 X2000 *
N8 Z-2000 *
Если вершина резца закруглена, то обработанный профиль будет иметь погрешность из-за того, что различные участки поверхности резец обрабатывает разными точками режущей кромки. Поэтому при программировании должна вводиться коррекция координат конечной точки дуги по расчетам или данным замеров пробной детали или задаваться траектория перемещения инструмента по эквидистанте.
Источник: studfile.net
Руководство по программированию Mazatrol Matrix
Программа MAZATROL состоит из набора данных , которые называются блоками .
Для данного ЧПУ используются следующ ие блоки
Блок общих данных
Блок данных профил я заготовки
Блок обработки
Блок фрезе —
Блок обработки
Цеко вание отверстий
Обработка встречного . отторцов . отверстия
Развертыва —
внутр . резьбы
сквозного отверстия
глухого отверстия
ступенчатого сквозного отв .
ступенчатого глухого отв .
Обратн . рас —
Круговое фрезерование
Цекование метчиком
Блок контурно й
Обработка по центр . осевой линии
Обработка справа от осевой
Обработка слева от осевой
Обработка наружной поверхности
Обработка внутренней поверхности
Правостороннее снятие фаски
Левостороннее снятие фаски
Снятие наружной фаски
Снятие внутренней фаски
Блок обработки торца Торцевое фрезерование
Концевое фрезеров . верхней поверх — сти
Концевое фр езерование
Фрезерование кармана
Фрезерование верхней
поверхности кармана
Фрезерование дна
поверхности кармана
Концевое фрезерование пазов и канавок
Блок точения Обработка прутковых заготовок
Обработка по сложному контуру
Блок токарной обработки с ручным
управлением программой
Обработка углов
Блок завершения программы Обработка торца
Блок с M- кодом Нарезание наружной резьбы
Блок подпрограммы Нарезание пазов и канавок
Блок координатных измерений Сверление ( при токарной обработке )
Блок измерения заготовки Нарезание внутр . резьбы метчиком ( при токарной обработке )

1 Конфигу рация программ MAZATROL
Блок измерения инстру мента
Блок выбора шпиндель ной головки
Блок передачи заготовки
Блок завершения процесса
Блок одновременной обработки
Блок обработки двух заготовок
Конфигурация программ MAZATROL 1
Данные , устанавливаемые в программные блоки , описанные выше , подразделяются на
три основных вида :
1. Данные программного блока
Данные , включающие тип обработки , типы участков обработки и т . д .
2. Данные последовательности инструмента
Данные последовательности инструмента включают наименование инструмента и
другие данные , относящиеся к операциям , выполняемым данным инструментом .