
Изготовление детали на современном оборудовании с ЧПУ условно может быть разделено на два этапа — создание управляющей программы (УП) и её воплощение непосредственно механической обработкой заготовки на станке. И если физические возможности пяти координатной обработки определяются типом оборудования и, по большому счёту, не зависят от обслуживающего персонала, то разработка программы управления целиком во власти «человеческого фактора».
Процесс разработки технологии обработки, создания и внедрения управляющей программы для станка с ЧПУ можно представить в виде следующих этапов:
Анализ конструкции детали
Выбор обрабатывающего оборудования
Определение схемы базирования заготовки на столе станка
Выбор металлорежущего инструмента
Создание управляющей программы
Отработка первой пробной детали
Проверка первой детали на соответствие техническим требованиям, заданным в техническом задании (конструкторская документация)
Корректировка и оптимизация (опционально) управляющей программы
Создание управляющей программы в Artcam 2018. Раскрой, выборка, вырезка по векторам.
Запуск второй и последующих деталей.
Разработка управляющих программ
Схема работы программистов-технологов, на оборудовании с ЧПУ, носит одинаковый: с использованием САМ-системы производится разработка состоящей из отдельных траекторий движения инструмента управляющей программы. Данная программ, в дальнейшем, преобразуется в программный код. Каждая система ЧПУ имеет свои особенности кодировки.
Задача программиста, выбрать для каждой детали наиболее эффективные способы и стратегии обработки. К ним относятся, черновые переходы, обеспечивающее удаление большей части материала заготовки, стратегии получистовой обработки и, непосредственно, чистовые перехода. Для каждой стратегии определяются фиксированные параметры обработки, такие как: скорость подачи стола или инструмента, глубина обработки, величина шага обработки, минимальный радиус в углах, частота вращения шпинделя, точность описания криволинейной траектории прямыми перемещениями и различные другие параметры, которые в точности определяют режим работы станка.
Основные положения при создании управляющих программ
Несколько упрощая и акцентируя внимание на создании управляющей программы, можно представить стандартную последовательность программирования станка с ЧПУ в виде следующих этапов:
разработка собственной (или импорт готовой — что в условиях современного производства встречается чаще) 3D-модели детали;
построение траектории движения фрезы (отдельно для каждого этапа обработки — чернового, чистового и пр.);
экспорт управляющей программы с использованием постпроцессора под конкретную модель фрезерного станка.
Как правило, современные CAD/CAМ-приложения для создания УП не привязаны к конкретному оборудованию, т.е. позволяют разрабатывать технологию обработки «в чистом виде». А конкретные особенности кинематики станка будут учтены специальным постпроцессором — при экспорте готовых файлов непосредственно перед загрузкой в ЧПУ.
Artcam 2018. Объединение управляющих программ.
Постпроцессор — это приложение к CAМ-программе (программный модуль), предназначенный для преобразования траектории обработки, в G-код (управляющую программу) для определенной системы управления (стойки) конкретного станка с ЧПУ. Разрабатывая постпроцессор, мы имеем дело с двумя фундаментальными объектами CAМ систем:
Траектория — кривая движения кромки центра инструмента, которую инженер-программист рассчитывает в CAМ системе. Траектория состоит из линейных участков и дуг. Набор данных о траектории называется СLDATA (CutterLocation DATA). Такая информация непонятна для станка.
Управляющая программа — набор данных в заданном формате (на языке конкретного УЧПУ) для управления перемещением рабочих органов станка, а также другими установленными на нем устройствами.
Среди постпроцессоров следует выделить настраиваемые и встроенные. Встроенные обычно создаются производителями контроллеров ЧПУ и обладают надежностью, главный их недостаток — они недостаточно гибки, из-за ограниченности набора параметров настройки. Когда необходима оптимизация УП или нестандартные функции контроллеров, наиболее привлекательны настраиваемые постпроцессоры [15].
Основное назначение постпроцессора — это перекодирование информации из формата CLDATA непосредственно в управляющую программу станка. Таким образом, постпроцессор — это промежуточное звено между CAМ системой и станком.
Однако, это не означает, что для создания «настоящей» УП под 5-ти координатный станок достаточно на финальном этапе воспользоваться нужным постпроцессором — и ограничиться этим. На сегодняшний момент далеко не все САМ-системы предоставляют средства для действительного программирования одновременной обработки по 5-ти координатам. Ведь эта технология довольно сложна и в обязательном порядке должна предполагать решение таких вопросов как:
фрезерование по контуру (в том числе сложной формы);
контроль и поддержание нормали к обрабатываемой поверхности (независимо от наклона фрезы/заготовки);
дробление и отвод стружки (одинаково эффективно для различного типа материала и вида фрезы — с одной или несколькими спиральными канавками и пр.);
полный контроль угла наклона инструмента.
Соответственно САМ-система должна в обязательном порядке решать эти и целый ряд других не менее сложных вопросов. Отдельно следует упомянуть обязательное требование компьютерной системы быть способной оптимизировать маршрут движения фрезы по 5-ти координатам, автоматически предлагать (назначать) параметры фрезерования (скорость, подачу) для конкретного материала и инструмента (в том числе нестандартного), быть совместимой/воспринимать различные форматы импортируемых данных и т.д.
Без соблюдения вышеописанных требований (прежде всего относящихся к САМ-системе), «честная» процедура 5-ти координатной обработки будет затруднительна. А работа дорогостоящего оборудования без использования всех технологических возможностей обернётся потерей времени и средств.
Источник: studentopedia.ru
1. Структура управляющей программы
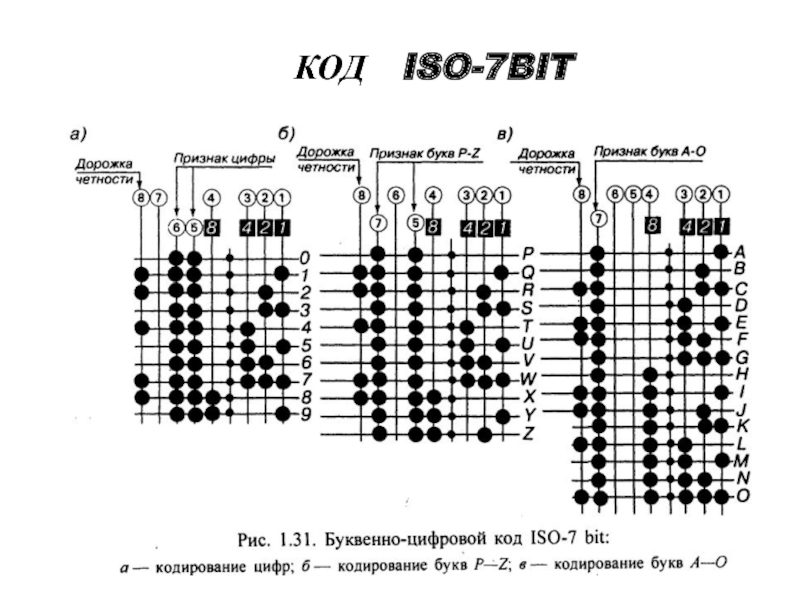
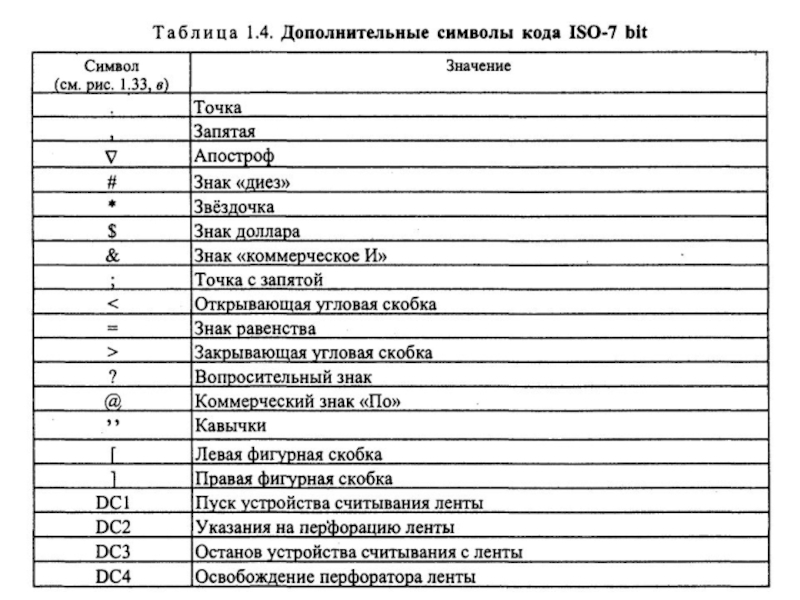
Для управления станком с ЧПУ необходимо разработать управляющую программу (УП). УП содержит всю необходимую информацию для управления станком с ЧПУ при обработке конкретной детали. Управляющая программа составляются по определенным правилам с использованием языков (кодов) программирования. В настоящее время для программирования принят код ISO-7bit (ГОСТ 20999-83).
Управляющая программа может быть разработана как вручную, так и с помощью систем автоматизированного проектирования (САПР). Рассмотрим порядок разработки УП неавтоматизированным способом.
Каждая управляющая программа начинается фразой «Начало программы». Эта фраза состоит из слова «Начало программы» и символа «ПС» (LF) — «Конец кадра». Слово «Начало программы» может состоять из одного и номера УП (при размещении на одной перфоленте нескольких управляющих программ), например:
Заканчивается управляющая программа признаком «Конец программы»- «М02». До фразы «Начало программы» часто записывается служебная информация оператору или наладчику станка, которая устройством ЧПУ не воспринимается. Перед физическим концом перфоленты рекомендуется записывать признак «Конец ленты» — «МЗ0».
Информация, записанная на перфоленте после признака «Конец ленты» устройством ЧПУ не воспринимается и не отрабатывается, но может быть распечатана на устройстве подготовки данных на перфоленте (УПДЛ) или на экране дисплея. Структурно текст управляющей программы записывается в виде последовательности кадров. Кадры состоят из последовательности слов. Слова состоят из буквенного символа, который называется адресом, и числовой информации, например: N021, F1000, Х+200120 и т.д. В начале каждого кадра записывается слово «Номер кадра», затем следуют информационные слова, а заканчивается кадр символом «ПС». (Рис. 1)
Подготовительная функция Символ конца кадра
Размерное перемещение по оси Х
Размерное перемещение по оси Z
омер кадра Подача
Рис. 1. Последовательность слов в кадре управляющей программы
В современных устройствах ЧПУ предусмотрена возможность пропускать при работе по программе некоторые фрагменты УП. Это позволяет более гибко программировать обработку деталей. Например, можно обрабатывать по одной УП детали, имеющие незначительные отличия.
Такой режим имеет наименование «Пропуск кадра». Он программируется путем записи в начале кадра перед символом «N» знака «/». Кадры УП, перед которым записан знак «/» устройством ЧПУ, пропускаются и не отрабатываются, если на пульте устройства ЧПУ зажата клавиша «Пропуск кадра». Если эта клавиша отжата, то эти кадры отрабатываются так же как все прочие кадры УП. Например, в управляющей программе:
кадры N4 и N5 отрабатываться не будут при зажатой клавише «Пропуск кадра» на пульте управления устройства ЧПУ.
СЛОВА. Как уже указывалось, каждый кадр УП состоит из последовательности слов. Структура слов для каждого конкретного устройства УПУ определяется форматом управляющей программы.
Слово «Номер кадра» является первым словом в кадре и состоит из адреса N и порядкового номера кадра. Количество цифр в номере кадра для конкретного УЧПУ определяется форматом. Например: N0046, N348, N5. В некоторых случаях в слове «Номер кадра» вместо адреса N записывается символ «:», например: :004, :348, :5.
Кадр, начинающийся символом «:», называется главным кадром, а последовательность кадров, следующих за главным кадром до следующего главного кадра, называется главой
управляющей программы. В главном кадре должна быть записана вся информация, необходимая для начала или возобновления обработки. Эта информация распространяется на всю главу.
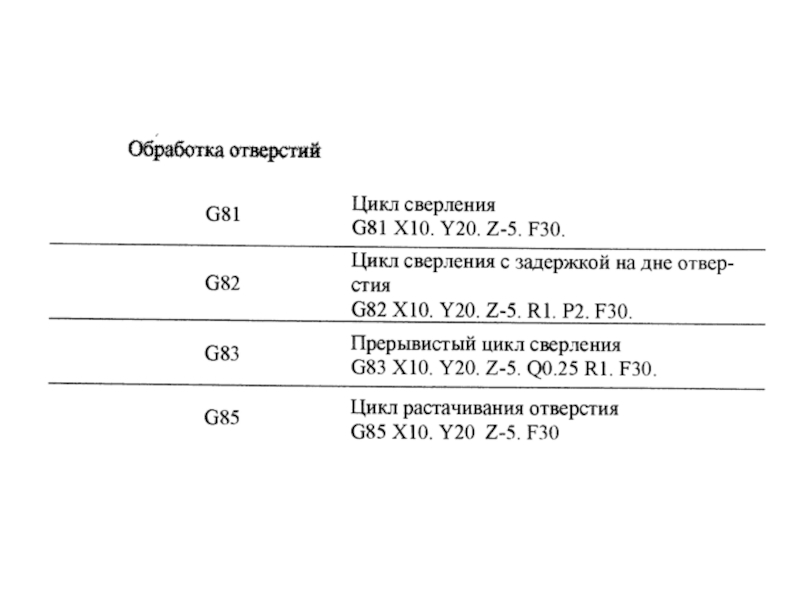
Слово «Подготовительная функция» записывается в кадре после слова «Номер кадра» и состоит из адреса G и двух цифр, например: G01; G27; G81.
Слова «Размерные перемещения» структурно состоят из буквенного адреса (Х,Y,Z,U,V,W,РQ,R,I,J,К,A,В,C,D,Е), математического знака «+» или «—» и числовой информации. Количество разрядов числовой информации определяется форматом конкретной УП, например: Х+4348; Y-000470; Z-10800; R+18000. В зависимости от характеристик конкретного УЧПУ размерные слова могут иметь постоянную или переменную длину. При постоянной длине слов после адреса обязательно записывается знак «+» или «—», недостающие разряд в числах обязательно заполняются нулями, например: Х+010000; Y-005480; Z+000030; R+000400. При переменной длине слов знак «+» и нули перед первыми значащими цифрами могут опускаться, например: Х10000, Y-5480, Z700, R500.
В зависимости от характеристик устройства числового программного управления (УЧПУ) размерные перемещения могут задаваться в абсолютных значениях (отсчет от единой системы координат) или в приращениях (отсчет от точки к точке). Линейные размеры выражаются в миллиметрах, угловые — в радианах или градусах. Десятичная запятая не записывается, но ее место в числе строго регламентировано.
Например, размеры Х=-125,43 миллиметров, Y=-5,05 миллиметров, α=47,5 градуса в УП будут записаны Х-12543, Y-505, А4750.
Слово «Функция подачи» состоит из адреса F и числовой информации, например: F0200, F174, F20, F5. Если слово «Функция подачи» задает скорость подачи по нескольким координатным осям, то оно записывается после последнего размерного слова. Установлены следующие единицы измерения скорости подачи: для линейной подачи, не зависящей от скорости вращения шпинделя, — миллиметры в минуту (подготовительная функция G94); для линейной подачи, зависящей от скорости шпинделя, — миллиметры на оборот (подготовительная функция G95); для круговой подачи — радианы в секунду, обороты в минуту или градусы в минуту.
Скорость подачи может быть записана в прямом виде или задана кодовым числом.
Слово «Скорость шпинделя» состоит из адреса S и числа, которое содержит информацию о скорости шпинделя в прямой или закодированной форме, например: S0630; S25; S5. Единицы измерения скорости шпинделя радианы в секунду, обороты или градусы в минуту.
Слово «Функция инструмента» состоит из адреса Т и числа, количество цифр в котором определяется форматом конкретного УЧПУ, например: Т06; Т16; T1. Число в слове «Функция инструмента» определяет номер инструмента, которым необходимо вести обработку. В некоторых УЧПУ слово «Функция инструмента» включает также информацию о коррекции инструмента на длину, положение или диаметр. Если в слове «Функция инструмента» записывается только номер инструмента, то информация о коррекции записывается по адресу D. Состав и положение этого слова в кадре определяется форматом конкретного УЧПУ.
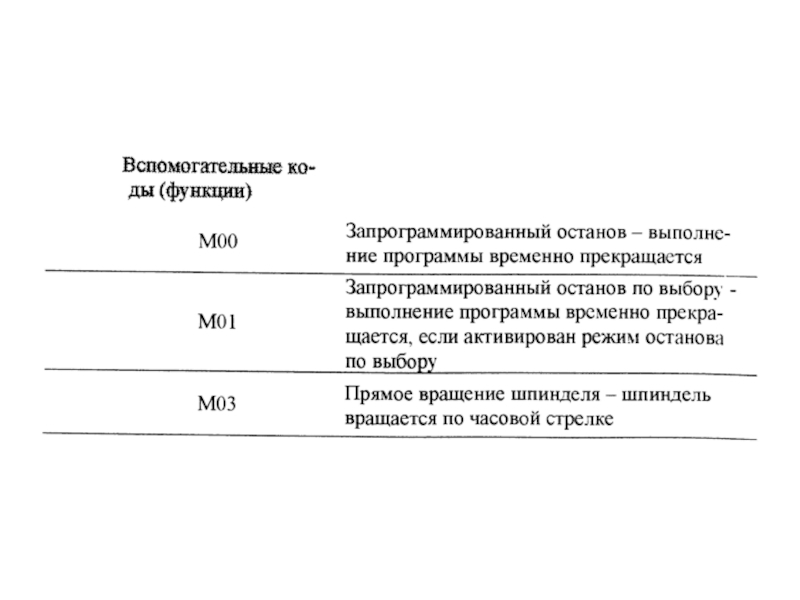
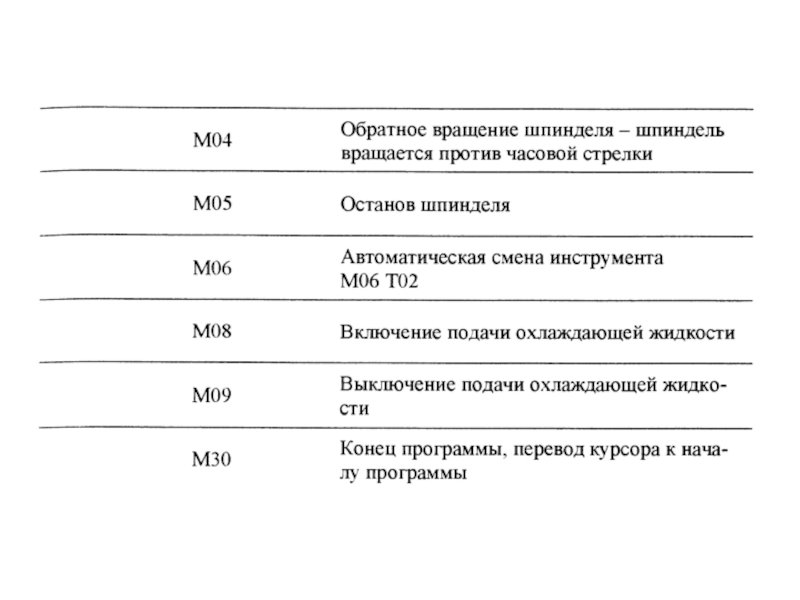
Слово «Вспомогательная функция» состоит из буквы М и двузначного числа, например: М00; М30; М39.
Источник: studfile.net
Презентация на тему Структура УП и ее формат
• Коды (функции) с адресом G, называемые подготовительными, определяют настройку СЧПУ на определенный вид работы. • Коды (функции) с адресом М называются вспомогательными и предназначены для управления режимами работы
- Главная
- Информатика
- Структура УП и ее формат
Слайды и текст этой презентации
Слайд 1Тема 1.6 Структура УП и её формат
Слайд 2• Коды (функции) с адресом G, называемые
подготовительными, определяют настройку СЧПУ на определенный вид
• Коды (функции) с адресом М называются вспомогательными и предназначены для управления режимами работы станка.
• Любая программа обработки состоит из некоторого количества строк, которые называются кадрами УП.
• В самом начале УП обязательно должен находится код начала программы % и номер программы (например, 00001),
• Немодальные коды действуют только в том кадре, в котором они находятся. А модальные коды активны до тех пор, пока их не отменят другим кодом из их функциональной группы.
• Строкой безопасности называется кадр, содержащий G коды, которые переводят СЧПУ в определенный стандартный режим, отменяют ненужные функции и обеспечивают безопасную работу с управляющей программой.
Слайд 3КОД ISO-7BIT
Слайд 4
Слайд 5

Слайд 6
Слайд 7СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
G и М коды
Программирование обработки на современных станках с ЧПУ
осуществляется на языке, который обычно называют языком ИСО (ISO) 7 бит или языком G и М кодов. Коды с адресом G, называемые подготовительными, определяют настройку СЧПУ на определенный вид работы. Коды с адресом М называются вспомогательными и предназначены для управления режимами работы станка.
Например, если программист хочет, чтобы инструмент перемещался по прямой линии, он использует G01. А если необходимо произвести смену инструмента, то в программе обработки он указывает М06.
Для управления многочисленными функциями станка с ЧПУ применяется довольно большое число различных кодов. Тем не менее, изучив набор основных G и М кодов, вы легко сможете создать управляющую программу.
Слайд 8
Слайд 9
Слайд 10
Слайд 11
Слайд 12
Слайд 13Управляющая программа является упорядоченным набором команд при
помощи которых определяются перемещения исполнительных органов станка
и различные вспомогательные функции. Любая программа обработки состоит из некоторого количества строк. которые называются кадрами УП, Кадр управляющей программы — составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды. Система ЧПУ считывает и выполняет программ кадр за кадром, Очень часто программист назначает каждому кадру свой номер, который расположен в начале кадра и обозначен буквой N. Большинство станков с ЧПУ позволяет спокойно работать без номеров кадров, которые используются исключительно для удобства зрительного восприятия программы и поиска в ней требуемой информации
Слайд 14Схематично любую УП можно представить в виде
следующих областей

Слайд 15Программисту рекомендуется располагать номера кадров с интервалом
в 5 или 10 номеров, чтобы при
необходимости можно было вставить в программу дополнительные кадры.
В самом начале УП обязательно должен находится код начала программы % и номер программы (например, 00001). Два этих первых кадра не влияют на процесс обработки, тем не менее они необходимы. для того чтобы СЧПУ могла отделить в памяти одну программу от другой, Указание номеров для таких кадров не допускается.
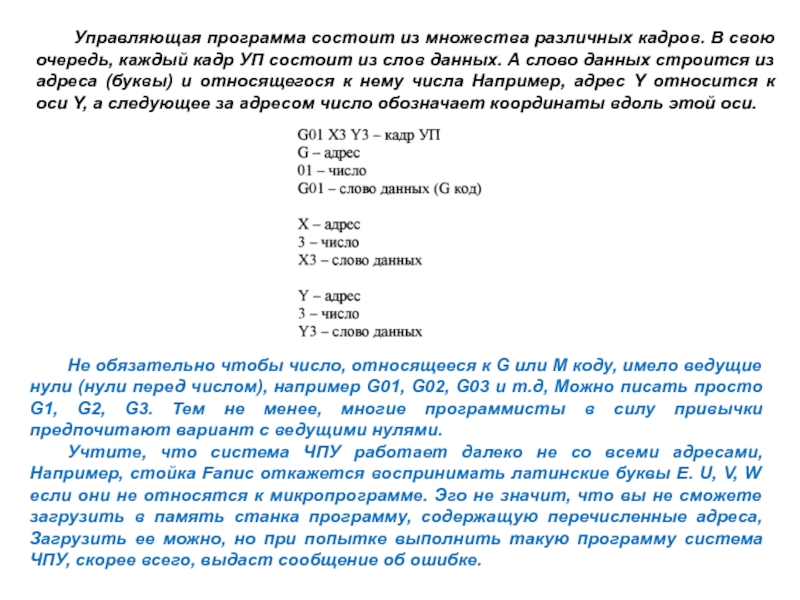
Слайд 16Управляющая программа состоит из множества различных кадров.
В свою очередь, каждый кадр УП состоит
из слов данных. А слово данных строится из адреса (буквы) и относящегося к нему числа Например, адрес Y относится к оси Y, а следующее за адресом число обозначает координаты вдоль этой оси.
Не обязательно чтобы число, относящееся к G или М коду, имело ведущие нули (нули перед числом), например G01, G02, G03 и т.д, Можно писать просто G1, G2, G3. Тем не менее, многие программисты в силу привычки предпочитают вариант с ведущими нулями.
Учтите, что система ЧПУ работает далеко не со всеми адресами, Например, стойка Fanuc откажется воспринимать латинские буквы E. U, V, W если они не относятся к микропрограмме. Эго не значит, что вы не сможете загрузить в память станка программу, содержащую перечисленные адреса, Загрузить ее можно, но при попытке выполнить такую программу система ЧПУ, скорее всего, выдаст сообщение об ошибке.
Слайд 17Модальные и немодальные коды
Все станочные коды
можно разделить на два класса, в зависимости
от их способности сохраняться в памяти СЧПУ. Немодальные коды действуют только в том кадре, в котором они находятся. Модальные коды, напротив, могут действовать бесконечно долго, пока их не отменят другим кодом.
Выделяют несколько групп кодов, в зависимости от функции, которую они выполняют .Два модальных кода из одной группы не могут быть активными в одно и то же время. Например, G02 и G03 находятся в группе кодов осевых перемещений, и вы не можете применять оба этих кода сразу. Один из этих кодов обязательно отменит действие другого.
Это как попытаться ехать на автомобиле одновременно и вправо и влево. Однако вы можете одновременно использовать коды из разных функциональных групп. Например, в одном кадре можно написать G02 и G90.
Особенностью модальных кодов является то, что не нужно вводить активный код в последующие кадры. Например, код G01 используется для перемещения инструмента по прямой линии. Если нам необходимо совершить множество прямых перемещений, то не обязательно в каждом последующем кадре писать G01.
Для отмены кода G01 необходимо применить один из кодов той же самой функциональной группы (GOO, 602 или G03). Большинство из G кодов являются модальными. Программист должен знать, к какой группе и к какому классу принадлежит тот или иной код.
Хотя М коды обычно не делят на модальные и немодальные, однако этот термин все же можно применить и к ним. Например, можно выделить группу М кодов отвечающих за подачу охлаждающей жидкости (М07, М08, М09) или за вращение шпинделя (М03, М04, M05). Тем не менее, большинство М кодов нужно рассматривать как немодальные. Некоторые стойки ЧПУ допускают программирование только одного М кода в кадре.
Источник: thepresentation.ru