
В общем виде структуру комплекса «Станок с ЧПУ» можно представить в виде трех блоков, каждый из которых выполняет свою задачу: управляющая программа (УП), устройство ЧПУ (УЧПУ) и собственно станок, все это образует систему числового программного управления.
6.1. Комплекс «станок с ЧПУ»
Все блоки комплекса работают взаимосвязанно в единой структуре. Управляющая программасодержит укрупненное кодированное описание всех стадий геометрического и технологического образования изделия. В УЧПУ управляющая информация в соответствии с УП транслируется, а затем используется в вычислительном цикле, результатом которого является формирование оперативных команд в реальном масштабе машинного времени станка (рис. 6.1).
Станокявляется основным потребителем управляющей информации исполнительной частью, объектом управления, а в конструктивном отношении – несущей конструкцией, на которой смонтированы механизмы с автоматическим управлением, приспособленные к приему оперативных команд от УЧПУ. К числу подобных механизмов относятся, прежде всего, те, которые непосредственно участвуют в геометрическом формообразовании изделия.
ОБУЧЕНИЕ ЧПУ — УРОК 2 — УСТРОЙСТВО СТАНКА С ЧПУ / Программирование станков с ЧПУ и работа в CAD/CAM
Это механизмы координатных подач. В зависимости от числа координат движения, задаваемых механизмами подачи, складывается та или иная система координат обработки: плоская, пространственная трехмерная, пространственная многомерная. Из всех механизмов механизмы подачи требуют в процессе управления наибольшего объема переработки информации и вычисления, поэтому от числа управляемых координат, от сложности геометрической координатной задачи формообразования во многом зависит сложность УЧПУ в целом и используемая методика программирования. Функциональность реальной системы ЧПУ (СЧПУ) определяется степенью реализации целого ряда функций при управлении оборудованием, они представлены ниже.
Ввод и хранение системного программного обеспечения (СПО). К СПО относят совокупность программ, отражающих алгоритмы, функционирования конкретного объекта. В УЧПУ низших классов СПО заложено конструктивно и не может быть изменено, и УЧПУ может управлять лишь данным (типовым) объектом (например, только станками токарной группы с двумя координатами). В системах, обеспечивающих управление широким классом объектов (в так называемых многоцелевых СЧПУ), при настройке СЧПУ для решения определенного круга задач СПО вводится извне.
В автономных многоцелевых устройствах управления СПО вводится с перфоленты, с дискеты, с компакт-диска (СО), а в автоматизированных устройствах по каналу связи с ЭВМ верхнего уровня.
Необходимо различать СПО и управляющие программы: СПО остается неизменным для данного объекта управления, а УП изменяются при изготовлении разных деталей на одном и том же объекте. В многоцелевых СЧПУ память для хранения СПО должна быть энергонезависимой, т. е. сохранять информацию при пропадании напряжения питающей сети.
Ввод и хранение УП. Управляющая программа может вводиться в СЧПУ с перфоленты, с пульта управления, с дискеты или по каналам связи с ЭВМ высшего уровня. Память для хранения УП должна быть энергонезависимой. В СЧПУ высших классов УП обычно вводится сразу и целиком и запоминается в оперативной памяти системы.
Урок от А до Я. ArtCam, CorelDRAW, Рисуем вектор, Пишем УП, Фрезеруем на ЧПУ вместе. CNC lessons.
Интерпретация кадра. Управляющая программа состоит из составных частей – кадров. Отработка очередного кадра требует проведения ряда предварительных процедур, называемых интерпретаций кадра.
Интерполяция. СЧПУ должна обеспечить с требуемой точностью автоматическое получение (расчет) координат промежуточных точек траектории движения элементов управляемого объекта по координатам крайних точек и заданной функции интерполяции.
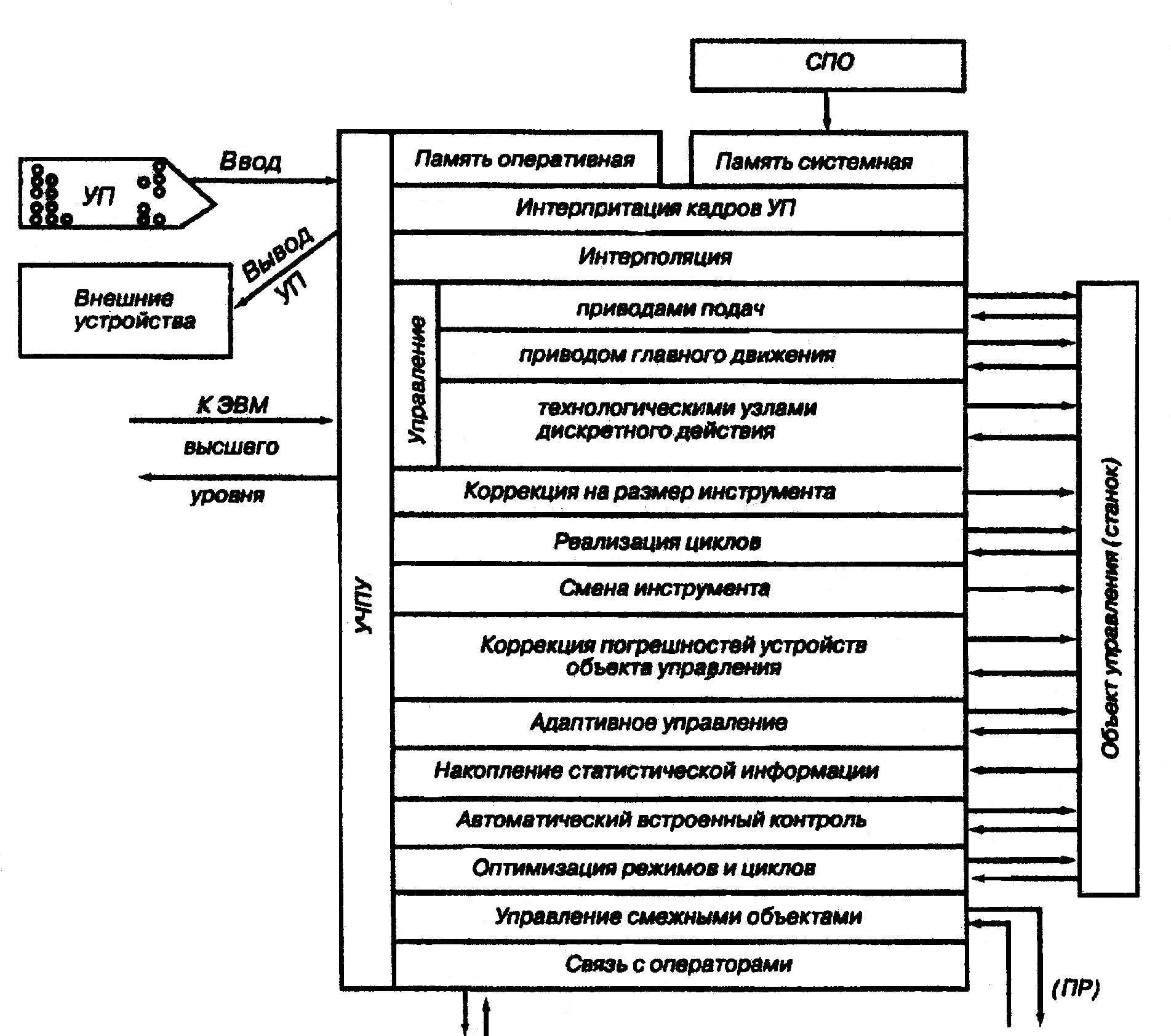
Рис. 6.1. Функциональная схема управления станком с ЧПУ
Управление приводами подач. Сложность управления зависит от типа привода. В общем случае задача сводится к организации цифровых позиционных следящих систем для каждой координаты. На вход такой системы поступают коды, соответствующие результатам интерполяции. Этим кодам должно отвечать положение по координате (линейное или угловое) перемещающегося объекта.
Определение действительного положения перемещающегося объекта и сообщение о нем в систему управления осуществляются датчиками обратной связи.
Управление приводом главного движения. Управление предусматривает включение и отключение привода, стабилизацию скорости, а в некоторых случаях – управление углом поворота как дополнительной координатой.
Логическое управление. Это управление технологическими узлами дискретного действия, входные сигналы которых производят операции типа «включить», «отключить», а выходные фиксируют состояния «включено», «отключено».
Коррекция на размеры инструмента. Коррекция УП на длину инструмента сводится к параллельному переносу координат, т.е. смещению. Учет фактического радиуса инструмента сводится к формированию траектории которая является эквидистантой к запрограммированной.
Реализация циклов. Выделение повторяющихся (стандартных) участков программы, называемых циклами, является эффективным методом сокращения УП. Так называемые фиксированные циклы характерны для определенных технологических операций (сверления, зенкерования, растачивания, нарезания резьбы и т.п.) и встречаются при изготовлении многих изделий. При разработке УП фиксированные циклы указываются в программе, а их отработка ведется в соответствии с определенной подпрограммой, заложенной в память СЧПУ системой программного обеспечения или конструктивной схемой.
Смена инструмента. Эта функция характерна для многоинструментальных и многоцелевых станков. Задача смены инструмента в общем случае имеет две фазы: поиск гнезда магазина с требуемым инструментом и замену отработавшего инструмента на новый.
Коррекция погрешностей механических и измерительных устройств. Любой конкретный агрегат механообработки (т.е. объект управления) можно аттестовать с помощью измерительных средств достаточно высокого класса точности.
Результаты такой аттестации в виде таблиц погрешностей (внутришаговая ошибка, накопленная ошибка, люфты, температурные погрешности) заносятся в память СЧПУ. При работе системы текущие показания датчиков агрегатов корректируются данными из таблиц погрешностей. Системы высокого уровня имеют встроенные контрольно-измерительные комплексы, контролирующие основные параметры станка в так называемом фоновом режиме. Результаты контроля тотчас же используются для проведения необходимых коррекций.
Адаптивное управление обработкой. Для осуществления такого управления необходимая информация получается от специально установленных датчиков, с помощью которых измеряют момент сопротивления резанию или составляющие сил резания, мощность привода главного движения, вибрацию, температуру, износ инструмента и др. Чаще всего адаптация осуществляется изменением контурной скорости или скорости привода главного движения.
Накопление статистической информации. К статистической информации относятся фиксация текущего времени и времени работы системы и ее отдельных узлов, определение коэффициента загрузки оборудования, учет изготовленной продукции, фиксация ее отдельных параметров и т.д.
Автоматический встроенный контроль. Непрерывный контроль по формируемым размерам обрабатываемого изделия одна из основных задач повышения качества обработки.
Дополнительные функции. К дополнительным функциям можно отнести следующие: обмен информацией с ЭВМ верхнего уровня, согласованное управление оборудованием технологического модуля, управление элементами автоматической транспортно-складской системы, управление внешними устройствами, связь с оператором, техническую диагностику технологического оборудования и самой системы ЧПУ, оптимизацию отдельных режимов и циклов технологического процесса и др.
Контрольные вопросы
1. Расскажите о составляющих комплекса «станок с ЧПУ».
2. Что такое информационная структура ЧПУ станками?
3. Какие функции реализуются при программном управлении станками?
4. Назначение системного программного обеспечения?
5. Какими способами можно вводить управляющую программу в СЧПУ?
6. Перечислите виды коррекции инструмента.
7. Для чего нужны циклы?
8. Назовите погрешности механических и измерительных устройств станка с ЧПУ.
9. Перечислите дополнительные функции СЧПУ.
Источник: mydocx.ru
Из чего состоит программа чпу
Программа ЧПУ предназначена для приема и передачи программ для станков с числовым программным управлением через коммуникационный порт RS232. Программа предусматривает хранение настроек для различных станков в отдельных файлах настроек.
Краткий справочник
Работа с программой состоит из четырех этапов:
1. Настройки порта
2. Настройки параметров файлов
3. Прием программ от станка ЧПУ
4. Передача программ станку с ЧПУ
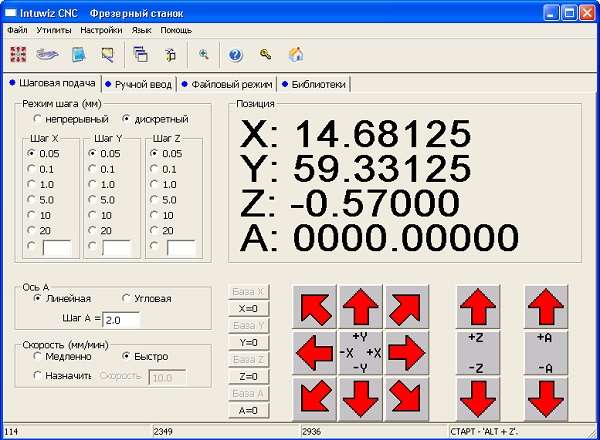
Обзор экрана
Программа ЧПУ отображает основные настройки в нижней части экрана на «статусовой линейке». Слева направо:
- Папка с программами ЧПУ для приема/передачи
- Расширение файлов программ ЧПУ
- Настройки порта
Суть программирования технологических процессов на ЧПУ станках с программ
Программирование технологических процессов на ЧПУ станках с программным управлением – настройка автоматической обработки заготовок на станочном оборудовании с числовым программным управлением. Программа является основным воздействующим механизмом, благодаря которому выполняется обработка по заданным параметрам при помощи станков с ЧПУ. Она разрабатывается отдельно, и находится на собственном информационном носителе.
Предназначение
Программы для станков с ЧПУ изготовляются специальными организациями, после чего поступают в продажу, или же могут быть созданы самостоятельно под индивидуальные параметры. Второй способ более сложный, и подойдет только тем, кто имеет опыт работы с современным станочным оборудованием. Поэтому перед тем, как получить доступ к работе, сотрудник должен изучить учебные станки с ЧПУ. Для подготовки персонала используются учебные токарные станки с ЧПУ. Допуск операторов без обучения не производится.
Программа представлена в виде дискретного источника информации, обработка которой осуществляется цифровым способом. Основная управляющая функция лежит на логическом контроллере.
Учебное пособие сообщает, что системы ЧПУ бывают нескольких типов:
- позиционного,
- контурного,
- универсального.
Для использования первого типа достаточно задать точки координат рабочего инструмента, после чего запустить станок с ЧПУ. Второй тип требует задачи криволинейное траектории, по которой будет двигаться рабочий инструмент. Третий тип объединяет в себе два предыдущих принципа работы. Особенность третьего варианта заключается в наличии возможности менять рабочий инструмент, и выполнять загрузку и выгрузку обработанных деталей.

Также выделяются системы многоконтурного типа. Они представляют собой современные аппараты, при помощи которых можно одновременно управлять сразу комплексом приборов и задач.
Программы для станочных приборов позволяют выполнить обработку деталей при участии всего одного оператора. Задав одну программу, можно осуществлять серийное изготовление деталей без риска отклонений. Замена рабочего инструмента требует минимум времени, а на некоторых моделях она производится автоматически. Показатель точности обработки гораздо выше, чем при ручной работе. В этом можно удостовериться на учебных аппаратах.
Особенности
Программы классифицируются по методу подготовки и ввода программы управления. Данный фактор позволяет разделить системы числового программного управления на две группы:
К прочтению: Процесс фрезеровки печатных плат на станках ЧПУ
- оперативные системы,
- разработанные заранее системы.
К первой группе относятся программы, создание которых осуществляется непосредственно на самом станке при обработке первой заготовки. Программа редактируется, после чего на ее основе выполняется серийное производство.
Вторая группа включает программы, создание которых выполняется отдельно от станочных приборов. Они заготовляются заранее, после чего с их помощью выполняется обработка заготовок. Для использования такого варианта применяются специальные приложения.
В основе работы токарных станков с ЧПУ лежит программируемый контроллер. Данная технология представляет собой отдельный агрегат, куда вносится программа. Конструкция контроллера снабжена процессорным блоком. Он анализирует информацию, проводит вычисления, после чего перенаправляет задачи станкам.
Особенность контроллера заключается в проведении автоматической проверки на ошибки. Для того чтобы научиться пользоваться блоком, создано специальное методологическое пособие. Этот прибор способен запустить и учебный станок.
Чтобы хранить программы оборудование обеспечено собственной памятью. Допускается использование различных типов памяти в зависимости от используемой модели токарного станка. При помощи учебного пособия можно узнать, что основными типами для хранения программы являются:
- электрический перепрограммируемый,
- оперативный общедоступный,
- стираемый при помощи ультрафиолетового излучения.

Токарный станок с ЧПУ наиболее популярен в мелко- и среднесерийном производстве. В отличие от стандартных приборов он обладают целым комплексом преимуществ. Наиболее важными из них являются:
- высокая производительность,
- отсутствие необходимости в большом персонале,
- универсальность,
- высокая точность обработки заготовок,
- экономичность, связанная со снижением затрат на создание проектов и их реализацию.
Программа автоматически регулирует частоту, глубину и скорость, с которой рабочий инструмент выполняет обработку. С ее помощью можно в автономном режиме управлять переходами, командами, заменой заготовок. При необходимости доступна быстрая настройка параметров.
Программа
Управляющая программа состоит из слов. Слова вводятся латинскими буквами и цифрами. Число может быть двух- или трехзначным. В словах также допускается употребление математических символов. Каждый символ обозначает определенную величину.
Подробнее о системе знаков и цифр можно узнать при помощи методических пособий.
К прочтению: Разновидность фрезерных станков
Одно или несколько слов объединяются в кадр. Совокупность слов в кадре представляют собой одну команду. Кадр может включать в себя несколько команд. Руководствуясь учебной программой, можно выучить основные команды. В кадре имеется информация геометрического, технологического и вспомогательного типа.
При помощи данной информации создается рабочее действие. Числовое программное управление считывает кадры, перевоплощая рабочее действие в обработку заготовки.
Текст, который будет использован управляющей системой, включает в себя несколько кадров. В ходе обработки выполняется пошаговое считывание кадров. Они не могут считываться одновременно – только друг за другом. Если управляющая программа состоит из произвольных слов, они попросту не будут считаны.
Данная мера предусмотрена для того, чтобы снизить риск неправильного процесса обработки. Ручное программирование осуществляется по международным стандартам. Таким образом, программные компоненты можно использовать независимо от страны и модели станочного оборудования.
В учебном пособии указано, что в начале кадра следует слово, которое обозначает его номер. Эта система позволяет выстроить последовательность, в которой будут считываться кадры. Также в кадре имеется слово, обозначающее его окончание. Оно дает разрешение на переход к следующему кадру.
Ручное программирование является одним из самых старых вариантов. Он требует больших усилий и затрат по времени. Несмотря на создание новых более современных методов, этот способ все еще используется для различных задач, включая корректирование программы.
Программирование с использованием ЧПУ консоли является современным вариантом, набирающим популярность. Пульт системы позволяет быстро создать нужную программу. Он предполагает наличие функции удаленного программирования.
Использование САМ-систем является самым новым вариантом. С его помощью больше не нужно осуществлять математические вычисления ручным способом, или использовать сложное руководство. Воспользовавшись САМ-системами можно создать один общий язык для разных ЧПУ-приборов.
Источник: xn—-ntbhhmr6g.xn--p1ai