
Для повторения части управляющей программы служит функция G25. После функции G25 записываются два символа – Р1 и Р2. Первый указывает, с какого и по какой кадр повторяется программа, а второй – количество повторений. Часть программы, которая должна повторяться, записывается в относительной системе отсчета в приращениях.
В формат параметра Pl вводят цифры 0, 3; 3. Первые три цифры определяют номер кадра, с которого часть программы повторяется, вторые три цифры – номер кадра, которым оканчивается вызываемая часть программы. Нуль в первой части кода формата означает, что нули перед номером начального кадра можно опустить. Отсутствие нуля во второй части кода свидетельствует о том, что незначащие нули номера конечного кадра не опускаются. Например, для вызова части программы с кадра N8 до кадра N15 записывают Р8015, с кадра N5 до кадра N8 – Р5008, с кадра N85 до кадра N105 – Р85105.
Формат параметра P2 0, 5 означает, что нуль впереди числа повторяемых кадров не ставится, а само число может быть пятизначным. Максимальное число повторений по Р2 − не более 23767. Если P2 опущен, то повторяемая часть управляющей программы отрабатывается один раз. Например, нужно повторить кадры с N4 по N12 – 15 раз. Запись фрагмента управляющей программы в этом случае имеет вид:
G-, M-КОДЫ — #26 — БАЗОВЫЕ G-КОДЫ: G02 И G03 / Программирование обработки на станках с ЧПУ
На рис. 29 приведена трехступенчатая деталь с повторяющимися ступенями. При составлении управляющей программы для ее обработки следует учесть, что перемещение вершины резца по оси Z на 8 мм (Z-800) и по оси X на 5 мм (X1000) должно повторяться три раза.
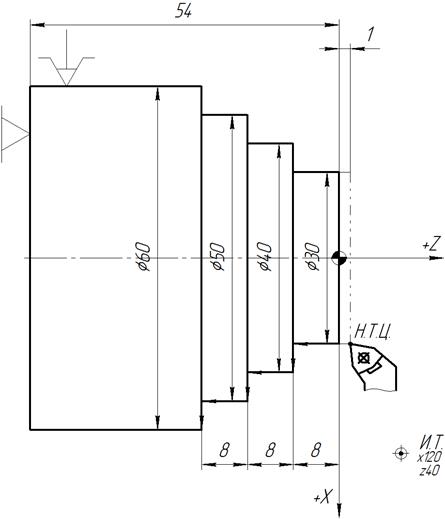
Рис. 29. Схема для обработки ступенчатой детали
с применением функции повторения кадров G25
Управляющая программа для обработки ступенчатой детали имеет вид:
| N0 M40 | Третий диапазон частоты вращения шпинделя. |
| N1 M3 | Прямое направление вращения шпинделя. |
| N2 S800 | Частота вращения шпинделя – 800 об/мин. |
| N3 F30 | Подача – 0,3 мм/об. |
N4 Х12000  * * |
Выход инструмента в И.Т. ускоренно, одновременно по двум координатам. |
| N5 Z4000 |
|
| N6 T1 | Поворот револьверной головки в позицию Т1. |
| N7 X3000 * |
Подвод резца в Н.Т.Ц. ускоренно, одновременно по двум координатам. |
| N8 Z100 |
|
| N9 Z0 | Подход резца к детали на рабочей подаче. |
N10 Z-800  |
Обработка первой ступени (перемещения резца по оси Х и Z заданы в относительной системе отсчета). |
| N11 X1000
|
|
| N12 G25 * | Цикл повторения части управляющей программы. |
| N13 P10011 * | Повторение кадров N10 и N11. |
| N14 P2 | Количество повторений – два раза. |
N15 Х12000  *
* |
Вывод инструмента в И.Т. ускоренно, одновременно по двум координатам. |
| N16 Z4000 |
|
| N17 M5 | Останов шпинделя. |
| N18 M30 | Конец программы. |
Как сделать управляющею программу G-CODE для фрезерного ЧПУ станка в FreeCAD
На рис. 30, а приведена деталь, на которой необходимо проточить три канавки шириной 13 мм на глубину 10 мм. Торец и левая стенка каждой канавки имеет скос 3×6 мм.

Рис. 30. Схема к протачиванию канавок со скосом с применением цикла G25:
а – схема детали, совмещенная со схемой наладки; б – геометрическое построение для определения координат точек С и D.
Работу выполняют с охлаждением одним прорезным резцом с шириной режущей кромки 5 мм, закрепленным в позиции револьверной головки Т3. Начало координат детали – в центре правого торца. Координаты исходной точки (И.Т.) – Х 150 мм, Z 50 мм. Протачивание канавок, а затем и обработку скосов задают с использованием циклов G75.
Определение координат точек С и D следует из построения (рис. 30, б). Протачивание второй и третьей канавок задают с использованием цикла G25 по тем же командам, что и первую канавку, а скосы на канавках – повторением тех же команд, что и для обработки скоса на торце детали (с учетом смещения на шаг).
Управляющая программа для обработки канавок со скосом с применением цикла G25 имеет вид:
| N0 M39 | Второй диапазон частоты вращения шпинделя. |
| N1 M3 | Прямое направление вращения шпинделя. |
| N2 S620 | Частота вращения шпинделя – 620 об/мин. |
| N3 F20 | Подача – 0,2 мм/об. |
| N4 Х15000 * |
Выход инструмента в И.Т. ускоренно, одновременно по двум координатам. |
| N5 Z5000 |
|
| N6 T3 | Поворот револьверной головки в позицию Т3. |
| N7 М8 | Включение подачи СОЖ. |
| N8 X8400
* |
Подвод резца в Н.Т.Ц. ускоренно, одновременно по двум координатам. |
| N9 Z-2500 |
|
| N10 G75 * | Цикл протачивания канавки. |
| N11 X-2400 |
Перемещение резца по оси X до дна канавки в относительной системе отсчета. |
| N12 Z800 * |
Координата по оси Z последнего прохода при протачивании широкой канавки. |
| N13 P400 | Шаг между проходами при протачивании широкой канавки (перекрытие – 1 мм). |
| N14 Z-2500 |
Смещение по оси Z на шаг расположения канавок. |
| N15 G25 * | Цикл повторения части программы по обработке канавок. |
| N16 P10014 * | Повторение кадров с N10 по N14. |
| N17 P2 | Количество повторений – два раза. |
N18 Z -400  |
Отход в точку C ускоренно. |
| N19 X-2000 * |
Обработка скоса 3×6 мм на торце с учетом подвода и перебега резца (см. рис. 30, б). |
| N20 Z500
|
|
| N21 X2000 |
Отход резца в точку С ускоренно вначале по оси Х, затем по оси Z. |
N22 Z-500  |
|
| N23 Z-2500 |
Смещение по оси Z на шаг расположения скосов. |
| N24 G25 * | Цикл повторения части программы по обработке скоса. |
| N25 P19023 * | Повторение кадров с N19 по N23. |
| N26 P3 | Количество повторений – три раза. |
| N18 Х15000 * |
Вывод инструмента в И.Т. ускоренно, одновременно по двум координатам. |
| N19 Z5000 |
|
| N20 M5 | Останов шпинделя. |
| N21 M30 | Конец программы. |
Источник: infopedia.su
Повтор программы
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения

Непонятно с какой целью станкостроитель сделал так, чтобы канал переключался при ошибке.
Тема закрыта. Всем спасибо. Обращаюсь к Админам, удалите ветку. Спасибо!

ну вот. А у меня сигнал сам пропадает Такого быть не должно
зальете образ 512, она превратится в 512М

Да,CF/4GB. Спасибо. Спасибо, обязательно посмотрим.
Может контактор на включение помпы или реле включения контактора залипает!
Так может или не может? Я из этого фото не понял
флэшка CF ? Если форматнули на компе, это плохо Тут подробно ранее описывалось как восстановить такую флэшку из образа https://disk.yandex.ru/d/9-Jd1jcuq1Cf7g тут образ на 512 Мб
- IPS Theme by IPSFocus
- Язык
- Стиль
- Политика конфиденциальности
- Реклама на форуме
CAD/CAM/CAE Russian Community Board Powered by Invision Community
Источник: cccp3d.ru