
Формат кадра. Особенности кодирования информации УП для многоцелевых станков во многом определены форматом кадра и использованием при его формировании ряда дополнительных знаков. Например, формат кадра может быть следующим:
%: /DS N07 9G02 Х+053 Y+053 Z+053 I+043 R±043 J+043 К+043 Q+043 W+043 V+043 В±7 С+7 F41 S5 Т4 6М02 25Р7 Е7 Н7 LF
Формат кадра УП предусматривает запись явной десятичной запятой (DS), символов начала программы (%), главного кадра (:) и припуска кадра (/). Ведущие нули во всех словах, кроме слов с адресами В и С можно опускать, в том числе и в словах с адресами G и М. Знак плюс можно не указывать перед всеми адресами, кроме В и С. Число номеров кадров в одной УП может достигать 9999999.
В одном кадре допускается указывать до десяти подготовительных функций (адрес G) из разных групп и до шести вспомогательных функций (адрес М). Кроме адресов геометрической информации (линейные X, Y, Z, I, J, К, Q, R, W, V и угловые В, С) предусмотрены адреса для команд «выдержка времени» (Е), «число повторений программы (Н), «формальный параметр» (Р). Последних может быть до 25 в одном кадре.
ПРОГРАММИРОВАНИЕ ЧПУ — #22 — КАДР УП И МОДАЛЬНОСТЬ / Программирование обработки на станках с ЧПУ
Построение УП. Общее формирование УП для многоцелевых станков должно быть особенно четким. В начале каждой УП целесообразно указать номер или модель станка, номер программы и, если необходимо, номер ленты, поскольку УП может состоять из нескольких лент. Так, запись информации в начале УП
% 2204 1835 01 LF
означает, что УП под номером 1835 предназначена для станка модели 2204ВМ1Ф4; номер ленты 01.
Следует иметь также в виду, что если УП состоит из нескольких лент, то в конце информации на каждой из лент должен быть записан символ КН — конец носителя. В некоторых УЧПУ конец носителя обозначают чередованием символов % и ПС, т. е. %ПС%ПС%ПС, или %LF%LF%LF.
При подготовке УП для многоцелевых станков с ЧПУ особое внимание уделяют выделению главных кадров — символ «:», выпадающих кадров — символ «/», а также информации, заключаемой в круглые скобки,— символы «)» и «(».
Главный кадр характеризует исходное состояние СЧПУ перед началом или возобновлением какой-либо обработки, устанавливает исходное состояние команд групп G и М. В ряде случаев главный кадр в УП указывают сразу после смены очередного инструмента, определяя обработку каждым инструментом как отдельную часть программы. В главном кадре должна быть повторена информация, заданная ранее и необходимая для работы очередным инструментом.
Некоторые УЧПУ позволяют быстро перематывать или отрабатывать ленты от одного главного кадра к другому. При этом на пульте системы должна быть нажата соответствующая кнопка. При использовании в УП главного кадра рекомендуется последний кадр программы обозначить символом «:», чтобы обеспечить контроль за обрывом ленты. Удобство применения главного кадра состоит в том, что после отключения станка оператор может начать обработку, ориентируясь на главный кадр без предварительного просмотра ленты в поисках команд, необходимых для дальнейшей работы. Если в УП несколько главных кадров, то достаточно просто зафиксировать эти кадры, прогоняя ленту, и выбрать требуемый.
ПРОГРАММИРОВАНИЕ ЧПУ — #23 — ФОРМАТ ПРОГРАММЫ / Программирование обработки на станках с ЧПУ
Выпадающие кадры (пропуски кадров с подтверждением) указывают символом /. По необходимости они могут быть отработаны или не отработаны на станке. Для соответствующей команды на пульте УЧПУ имеется кнопка с символом «/». При нажатии этой кнопки кадры программы (например, /N40 G01. /N41 X—. ), помеченные знаком «/», выполняются.
Выпадающие кадры могут быть как главными, так и очередными; их обозначают соответственно /:N и /N. Использование в УП выпадающих кадров позволяет программисту одной УП описать обработку деталей, отличающихся друг от друга каким-либо элементом, включить дополнительные перемещения инструмента, необходимые при отладке программы, например отходы инструмента в фиксированные точки. Выпадающие кадры могут быть применены в случае, когда технолог-программист при составлении УП не может однозначно решить какие-либо вопросы: установить число рабочих ходов при фрезеровании, когда имеется значительный разброс припусков на обработку, определить условия обработки отверстий, связанных с сопряженными деталями, и т.д. В первом случае необходимо заложить в УП число ходов фрезы по максимальному припуску, но первые ходы запрограммировать в кадрах со знаком «/». Во втором случае обработка отверстий, вызывающих сомнение, программируется в выпадающих кадрах и т.п.
Для многоцелевых станков с ЧПУ кадры в исходной программе рекомендуется нумеровать так, чтобы младшая цифра в номере была равна нулю или пяти, т.е. через десять или через пять. Это позволяет при редактировании программ вставляемым кадрам присваивать номера, отличающиеся младшей цифрой. Например, до редакции было: N10, N20, N30, N40 и т.д.; после редакции: N10, N11, N20, N21, N22, N30 и т. д. Номера главного и последующих кадров должны иметь возрастающий порядок.
Для занесения в текст программы информации, не предназначенной для считывания системой ЧПУ, но необходимой в распечатке, ее заключают в скобки: левая круглая скобка «(» означает, что информация, следующая за ней, не предназначена для считывания и отработки, а правая круглая скобка «)» указывает, что последующая информация будет считываться устройством. Информация, вносимая в скобки, может включать название инструмента в кадре смены, его запрограммированные размеры, вылеты по осям, координаты контрольных точек, дополнительные указания наладчику и т. п. Информация в скобках должна кодироваться символами, входящими в набор символов кода ИСО, она может быть расположена только в тексте основной программы и не должна включать символы %, ПС (LF).
Команды, кодируемые подготовительными функциями. Команды, кодируемые с адресом G, в УП для многоцелевых станков с ЧПУ используются особенно широко. Для некоторых УЧПУ в одном кадре могут быть заданы до девяти подготовительных команд (по одной команде из каждой группы).
Первая группа команд связана с выбором вида перемещения на станке. Для большинства УЧПУ функциональные значения этих команд одинаковы и отвечают определенным ГОСТ 20999—83: G00 — позиционирование на быстром ходу; G01 — линейная интерполяция. При указании команды G00 действие заданной ранее рабочей подачи отменяется, но остается в памяти УЧПУ до прихода команд рабочего перемещения.
В некоторых УЧПУ к командам, определяющим перемещения, относят и команду G73 (обработка параллельно осям). Эта команда при задании перемещения по одной координате действует аналогично команде G01. Если команду G73 задать при перемещении по двум осям, то в случае неравенства заданных перемещений движение сначала будет выполняться под углом 45°, а затем параллельно оси, по которой задано большое перемещение (рис. 12.1, а).

Рис 12.1 Схемы кодирования траектории различными подготовительными функциями
Все современные УЧПУ для многоцелевых станков позволяют задавать круговую интерполяцию для дуги как в пределах одной четверти, так и в пределах двух, трех четвертей и всей окружности сразу, т. е. без разделения дуги на участки. При этом задаются функции обхода дуги (G02 или G03), плоскость обработки (G17, G18, G19), проекции радиуса-вектора дуги, проведенного из начальной точки в центр дуги (I, J, К), и координаты конечной точки в относительных (G91) или абсолютных (G90) размерах. Так, круговая интерполяция дуги по часовой стрелке (рис. 12.1, б) в плоскости XY в относительных размерах от точки 0 до точки 1 будет записана в виде
N G91 G17 G02 Х84. Y20. I50. J-23. LF
То же, но в абсолютных размерах и против часовой стрелки (рис. 12.1, в ):
N G90 G17 G03 Х50. Y25. I-10. J-30. LF
Круговая интерполяция целого круга в относительных размерах (рис. 12.1, г):
N G91 G17 G02 Х0. Y0. I-40. J-50. LF
То же, но в абсолютных размерах (рис. 12.1, д):
N G90 G17 G02 Х200. Y250. 1-40. J-50. LF
Отдельную группу составляют команды, действующие в пределах одного кадра.
Команда G04 (в некоторых УЧПУ G05) означает выдержку времени (паузу, остановку с задержкой). Она позволяет задержать начало обработки, указанной в следующем кадре, на заданное время, например, на время, требуемое для остывания детали после черновой обработки перед чистовой. Существуют различия в схемах кодирования выдержки времени. В более современных УЧПУ совместно с командой G04 в кадре указывается по отдельному адресу (например, Е) значение выдержки (паузы) в секундах.
Команда G09 (торможение), указанная в кадре, обеспечивает снижение контурной скорости до нулевого значения при подходе к конечной точке обработки. Эту команду применяют при смене координаты интерполяции, при переходе от линейной интерполяции к круговой или наоборот, при переходе от интерполяции к программированию ускоренных перемещений. Применение команды G09 позволяет при резком изменении направления, например изломе контура, избежать искажения обрабатываемого контура.
Команда G08 (ускорение) при программировании применяется редко, поскольку характер разгона привода при увеличении скорости, как правило, уже определен самой системой управления.
Группа команд с адресом G (например G1l, G12, G13, G28) предназначена для определения подхода инструмента, в частности фрез, к обрабатываемому контуру. Кодирование этих команд в различных УЧПУ отличается как кодовыми цифрами, так и характером траектории, определяемой командой.
Например, подход к линейному (не параллельному осям) и круговому контурам может осуществляться по команде G28 — сопряженный вход (рис. 12.1, е).При этом инструмент подходит к контуру по дуге и останавливается по нормали к начальной точке контура. При входе по сопряженному контуру силы резания нарастают постепенно, их направления на участке врезания и контуре обработки практически совпадают.
Подход к линейному контуру может кодироваться функцией G11 (рис. 12.1, ж). При этом инструмент врезается под определенным углом.
Подход к контуру и отход от него могут определять команды G12 и G13 (рис. 12.1, з).
В УЧПУ, где указанного рода команды не предусмотрены, приходится программировать кадры, обеспечивающие аналогичное действие. Следует отметить, что в ряде УЧПУ кодами G10 — G13 кодируют характер движения в полярной системе координат.
Группа команд G17 — G19 определяет плоскость интерполяции. В ряде УЧПУ при переходе из одной плоскости обработки в другую указание команд обязательно; наибольшее применение имеет команда G17 — плоскость интерполяции XY.
В УЧПУ для многоцелевых станков широко применяется также группа команд на прохождение излома контура. Например, команда G27 действует в пределах одного кадра и обеспечивает прохождение инструментом наружного контура в точках излома без программного построения сопрягающих дуг окружности.
По данным текущего и последующего кадров траектория рассчитывается системой ЧПУ автоматически. Фреза (рис. 12.1, и), обойдя точку А по окружности, описанной радиусом фрезы Rи перемещается из точки В в точку С и останавливается по нормали к поверхности обработки. Команда G27 задается в кадре, следующем за изломом, и действует в его пределах.
В некоторых УЧПУ излом осуществляется не по дуге, а по линейной траектории (рис. 12.1, к), которая задается, например, командой G14. При прохождении фрезой внутреннего излома в кадре, следующим за ним, указывается команда G23.
Группа подготовительных команд G40 — G52 обычно определяет коррекцию инструмента. Способы задания и кодирования коррекции в различных УЧПУ достаточно разнообразны. Следует отметить, что в более современных УЧПУ прослеживается тенденция задания коррекции двумя-тремя функциями, т. е. наиболее просто.
Например, при контурной обработке функцией G41 указывается коррекция на инструмент левая, функция G42 — коррекция на инструмент правая; функция G40 определяет отмену коррекции. Дополнительные команды в этих случаях лишь расширяют возможности программирования: например, команды G47 и G48 удваивают величину задаваемого смещения. Достаточно просто осуществляется и осевая коррекция. Например, по команде G43 инструмент смещается в положительном направлении, а по команде G44 — в отрицательном. При этом величина коррекции может быть указана в УП или введена в память УЧПУ.
Группа команд смещения нуля отсчета («плавающий нуль») создает возможности выбрать начало отсчета в любой точке детали и увязать эту точку с датчиком отсчета станка. Обычно это команды G53 — G59. Все современные УЧПУ многоцелевых станков позволяют смещать нуль отсчета по всем осям.
Для удобства программирования число команд на смещение нуля может быть достаточно велико (до шести — восьми) при одновременном назначении трех-четырех независимых плавающих (смещаемых) нулей в одной программе. Связь абсолютного нуля с плавающим нулем в различных системах задается и кодируется по-разному. Но, в общем, существуют две возможности смещения.
В первом случае после указания соответствующей функции (например, G54) или по адресу D указывают номер корректора смещения нуля, если таких корректоров несколько: G5417 или D4017, где 17 — номер корректора. На указанном корректоре и должно быть набрано с соответствующим знаком значение смещения нуля. Если корректор смещения нуля на пульте УЧПУ один (по одному на каждую ось), то достаточно в кадре УП указать лишь соответствующую подготовительную функцию. УЧПУ может иметь две команды на смещение нуля: одна из них (например, G54) смещает нуль по оси в положительном направлении, а другая (например, G55) — в отрицательном. В этом случае на корректоре смещения набирают абсолютное значение смещения. Пример записи команды на смещение:
N G5402.
Здесь 02 — номер принятого (условно) для данного смещения корректора.
Данные по коррекции могут быть и в памяти ЭВМ УЧПУ, куда они вводятся с пульта УЧПУ при наладке станка.
Во втором случае смещение нуля задается в УП с указанием значения и знака смещения по осям. Так, кадр:
N G59 Х300. Y200. Z150. LF
означает, что нуль отсчета смещен от абсолютного нуля по координате X на 300 мм, по Y на 200 мм, по Z на 150 мм. В УЧПУ высокого класса смещение нуля в УП может быть задано неоднократно, что в значительной мере упрощает программирование, исключая сложные и трудоемкие расчеты и пересчеты координат.
Из команд смещения нуля следует отметить команду G53 — отмена заданного смещения, отмена коррекции по длине и по радиусу инструмента. Эту команду удобно применять, когда перемещение не зависит от выбранного нуля отсчета и является постоянным для станка. Действует команда G53 в пределах кадра, в котором задана. В кадре, следующем за командой G53, вновь начинает действовать ранее заданная команда смещения нуля.
Все современные УЧПУ позволяют смещать нуль, отсчета по всем координатам и без команд УП путем набора требуемых значений смещения на специальных переключателях. Обычно эти смещения задают при настройке станка на выполнение конкретной работы.
Группа команд G60, G61, G62 и другие определяют режим позиционирования. Группа команд G80 — G89 определяет автоматические постоянные циклы (ПЦ) при сверлильно-расточной обработке деталей. В современных УЧПУ характер траектории (движений) постоянных циклов в общем соответствует определяемым ГОСТ 20999—83. Как правило, параметры ПЦ задают в абсолютных размерах.
Общим для всех УЧПУ, где используются ПЦ, является то, что эти команды после задания запоминаются и действуют до отмены другой командой этой группы или командой G80. В ряде УЧПУ, оснащенных мини-ЭВМ, ПЦ рассматриваются как подпрограммы и кодируются адресом L (L80 — L90). Программа ПЦ представляет собой последовательность перемещений инструмента (обычно по оси Z), связанную с подходом инструмента на ускоренной подаче к обрабатываемой поверхности, обработкой детали и выходом после окончания обработки. В большинстве УЧПУ после выполнения ПЦ инструмент выходит в исходную точку (нулевая плоскость), относительно которой и задается ПЦ. В некоторых УЧПУ выход в нулевую плоскость в кадрах УП необходимо указывать отдельной командой.
Команды G90 и G91 определяют порядок задания перемещений (в абсолютных значениях или в приращениях относительно последнего значения). Особенностью использования этих команд в УЧПУ для многоцелевых станков является то, что в некоторых УЧПУ эти команды можно задавать в одном кадре УП, т. е. по каждой из координат свой отсчет (своя команда). Например, в кадре:
N G90 X. G91 Y. G90 Z.
отсчет по оси X определен в абсолютных значениях, а по осям Y и Z — в приращениях. Естественно, что перед заданием перемещений в приращениях координаты исходной точки необходимо задать (в предыдущих кадрах) в абсолютных значениях.
Программирование перемещений, подачи, частоты вращения шпинделя. При программировании обработки на многоцелевых станках эти данных кодируют, в общем, так же, как и в УП для других станков.
Линейные перемещения все современные УЧПУ позволяют задавать в мм с точностью до третьего (или четвертого) знака (после условной запятой) без пересчета величин в количестве импульсов.
Повороты столов многоцелевых станков кодируют или значением угла, или цифровым кодом при использовании соответствующего адреса. Адресом поворота стола вокруг оси Y является адрес В. Значение угла, как правило, задают в градусах с точностью до второго знака после условной запятой. Возможно задание угла поворота в сотых градуса, если принять 1 0 = 100.
При фиксированных значениях угла поворота (например, через 5°) кодирование может осуществляться адресом В и кодовой цифрой: В06, В18, В36. где 06— код угла 30°, 18—90°, 36— 180° и т.д.
В некоторых многоцелевых станках в качестве координаты кодируют поворот шпинделя (обычно с адресом С), что значительно расширяет возможности станков. Использование такой координаты позволяет ориентировать шпиндель в любом положении, что дает возможность выводить инструмент из обратного отверстия без касания его поверхности, обрабатывать канавки и внутренние выборки.
Управление вращением шпинделя как координатой позволяет нарезать резцом резьбу любого диаметра. При этом вершина резца остается перпендикулярной к поверхности резания. Дискретность поворота шпинделя у различных УЧПУ различна. Она может быть равной 2000 на 360° (0,18°—1 имп.).
При такой дискретности для задания угла поворота шпинделя необходимо его пересчитать, переведя в единицы отсчета. При наладке станка нуль отсчета по координате С устанавливают в положение, при котором инструмент ориентирован для его автоматической смены.
Подачу и частоту вращения шпинделя в УЧПУ для многоцелевых станков обычно кодируют с указанием адреса F или S и числового истинного значения, т. е. в мм/мин или об/мин. Ряд УЧПУ позволяет задавать подачу как в мм/мин, так и в мм/об, что регулируется командами G94 и G95. Во всех УЧПУ реализована возможность коррекции заданных в УП значении подачи и частоты вращения шпинделя установкой соответствующих переключателей на пульте УЧПУ.
Источник: mydocx.ru
Формат кадра управляющей программы.
Каждый конкретный тип УЧПУ характеризуется так называемым форматом, т.е. принятым (рекомендуемым) порядком расположения слов в кадре и структурой каждого слова в отдельности.
В общем случае формат УП должен записываться с соблюдением определенных правил, символы указывают в определенной последовательности. Символы “начало программы“, “главный кадр“ обозначаются в соответствии с ГОСТом. Явная десятичная запятая обозначается символом DS; символ “табуляция“, если он используется, обозначается точкой ( . ).
Если УЧПУ требует указания символа “конец кадра“, то он обозначается звездочкой ( * ) в конце формата.
Слова в формате записываются также в определенной последовательности.
За адресом каждого слова “размерное перемещение“ следуют две цифры, первая из которых показывает количество разрядов перед подразумеваемой десятичной запятой, отделяющей целую часть от дробной, вторая — количество разрядов после запятой. Если можно опустить нули, стоящие перед первой и после последней значащих цифр в слове “размерное перемещение“, то за адресом этого слова должны следовать три цифры. Если опускаются нули, стоящие перед первой значащей цифрой, то нулем должна быть первая цифра. Если опускаются нули после значащей цифры, то нулем должна быть последняя цифра.
Если абсолютные размеры всегда положительны, то между адресом и следующим за ним числом не ставят никакого знака. Если они или положительные или отрицательные, то между адресом и следующим за ним числом ставят знак “плюс“ (+) или “плюс — минус“ ( +, — ). В первом случае знак “плюс“ можно опустить, во втором — нет.
За адресом безразмерных слов следует записывать одну цифру, показывающую количество цифр в слове. Если можно опустить нули, стоящие перед первой значащей цифрой, то за адресом безразмерных слов должны следовать две цифры, первая из которых нуль.
Пример записи формата.
%:/ DSN03G2X+053Y+053Z+042F031S04T05M2*
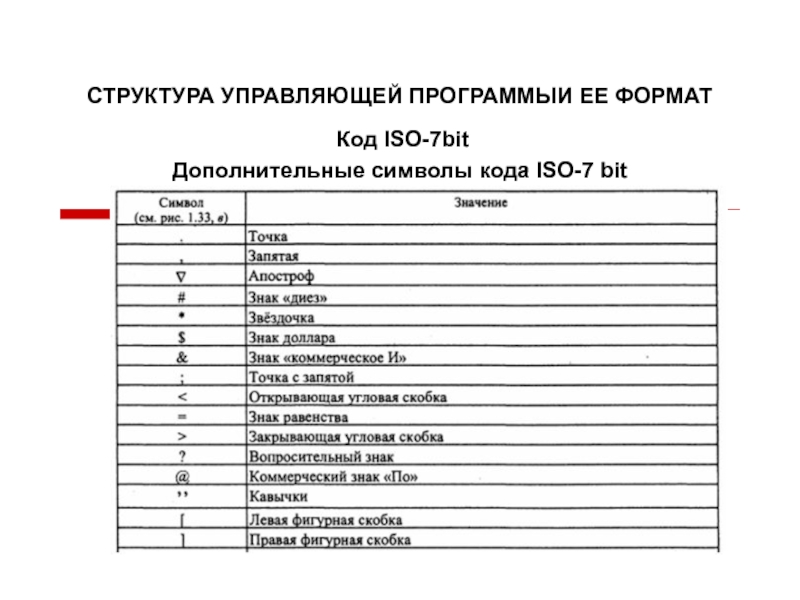
Презентация на тему СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫИ ЕЕ ФОРМАТ Код ISO-7bit Дополнительные символы
Слайд 1СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫИ ЕЕ ФОРМАТ Код ISO-7bit Дополнительные символы кода
ISO-7 bit
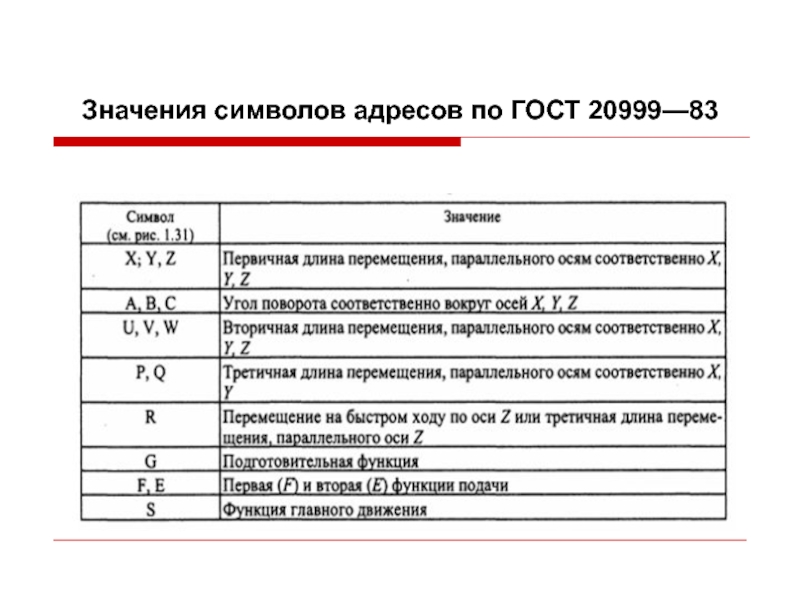
Слайд 2Значения символов адресов по ГОСТ 20999—83
Слайд 3Значения символов адресов по ГОСТ 20999—83 (продолжение)

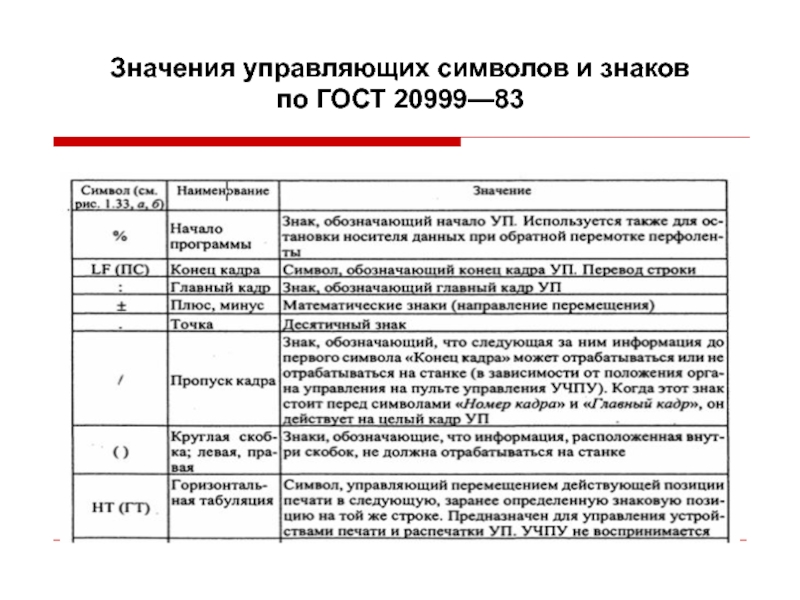
Слайд 4Значения управляющих символов и знаков по ГОСТ 20999—83
Слайд 5Структура УП
Каждая УП начинается символом % — «начало программы», после
которого должен стоять символ LF (ПС) —«конец кадра». Кадр с
символом % не нумеруется. Нумерация кадров программы начинается с последующего кадра.
Любая группа символов, не подлежащая отработке на станке, должна быть заключена в круглые скобки. Внутри скобок не должны применяться символы LF, % («начало программы») и : («главный кадр»).
Если необходимо обозначать УП, это обозначение должно находиться непосредственно за символом «начало программы» перед символом «конец кадра», например, % 012 LF, т. е. программа с условным номером двенадцать.
Управляющая программа должна заканчиваться символом «конец программы» или «конец информации». Информация, помещенная после этого символа, не должна восприниматься УЧПУ.
Запись информации в УП осуществляется по определенным правилам, которые указывают, как записывать информацию в каждом кадре УП, а также правила записи слов внутри каждого кадра
Слайд 6Структура кадров, составляющих управляющую программу
1.Каждый кадр должен содержать слово
«номер кадра». Далее в кадре приводятся информационные слова или слово.
Завершается кадр символом LF («конец кадра»).
2. Информационные слова в кадре рекомендуется записывать в определенной последовательности:
Слово «подготовительная функция»;
слова «размерные перемещения», которые рекомендуется записывать в последовательности символов: X, Y, Z, U, V, W, Р, Q, R, А, В, С;
слова «параметр интерполяции или шаг резьбы»: I, J, К;
слово «функция подачи», которое относится только к определенной оси и должно следовать непосредственно за словом «размерное перемещение» по этой оси.
слово «функция главного движения»;
слово «вспомогательная функция».

Слайд 7Запись слов в кадрах управляющей программы
Каждое слово в кадре
УП должно содержать: символ адреса (латинская прописная буква); знак «плюс»
или «минус» (при необходимости); последовательность цифр.
Размерные перемещения в кадрах УП указываются или в абсолютных значениях, или в приращениях. Это определяет использование в кадрах УП подготовительных функций G90 (абсолютный размер) или G91 — (размер в приращениях).
Функция подачи определяет скорость подачи. Тип подачи выбирают одной из подготовительных функций: G94 — «подача в минуту»; G95 — «подача на оборот».
Для указания быстрого перемещения в используется подготовительная функция G00.
Функция главного движения определяет скорость главного движения. Определяется одной из подготовительных функций: G96 — «постоянная скорость резания (м/мин)»; G97 — «обороты в минуту».
Функция инструмента (Т) используется для выбора и коррекции инструмента.
Слово «вспомогательная функция» (М) выражается кодовым числом.
Слайд 8Формат кадра управляющей программы
Каждый тип УЧПУ характеризуется так называемым
форматом, т. е. принятым порядком расположения слов в кадре и
структурой каждого слова в отдельности.
Пример записи формата:
%: / DS N04 3G2 Х+053 Y+053 Z ± 042 F031 S04 Т05 М2*
формат указывает, что УЧПУ, для которого выполняется запись УП, воспринимает символы начала программы (%), главного кадра (:), пропуска кадра (/ ) и явную десятичную запятую (DS).
N04 — четырехзначный номер кадра. Это означает, что всего в программе можно привести кадры с номерами от N1 до N9999.
G2 — двузначная подготовительная функция. Она указывается адресом G и двумя значащими цифрами. Цифра (в данном примере 3), которая указана в формате перед буквой G, обозначает, что в кадре можно записать одновременно несколько (в примере три) подготовительных функций.
Элемент записи в формате X + 053 означает перемещение по оси X со знаком «плюс» или «минус». На целую часть значащего числа отводится пять разрядов, на дробную (после запятой) -три разряда.

Слайд 9Формат кадра управляющей программы
Элемент Y + 053 — перемещение по
оси Y
Элемент Z ± 042 — перемещение по оси
Z
Элемент F031 — функция подачи, при этом подача указывается методом прямого обозначения. Значащие цифры: три слева от десятичной запятой и одна справа; нули после запятой и впереди можно опускать.
Элемент S04 — четырехзначная функция главного движения ;
Элементы Т05 — функция инструмента.
М2 — двузначная вспомогательная функция
Звездочка, завершающая запись формата, означает, что в конце каждого кадра УП обязательно указание символа конец кадра LF.
Пример кадра формата
N3 G02 Х±33 Y±33 Z ±42 F2 S2 Т2 М2 LF
N019 G50 G65 X+270534 F18 S40 Т27 М03 LF
Источник: theslide.ru