
Одним из важных технических мероприятий, определяющим эффективность эксплуатации станков с ЧПУ, является подготовка УП для обработки детали на станке, включающая в себя два этапа. На первом этапе производится сбор геометрической и технологической информации. К геометрической информации, определяемойиз чертежа детали, относятся: координаты центров отверстий; радиусы дуг окружностей контура; координаты центров этих окружностей; координаты опорных точек; элементы траектории и др. К технологической информации, определяемой служебным назначением детали и техническими условиями на ее изготовление, а такжеиз справочников и каталогов, относятся: операционная технологическая карта; данные о режущем и вспомогательном инструменте и оснастке; режим резания; задание технологических команд и др.
На втором этапе полученная информация переводится на машинный язык, который воспринимается системой ЧПУ. Перед кодированием и записью УП на программоноситель информация должна быть четко откорректирована в целях изготовления детали требуемого качества за минимальное время. Для повышения эффективности работы станков с ЧПУ необходимо сокращать время подготовки УП и ее стоимость.
Как вырезать круг или квадрат на станке. Обучение написание программы для ЧПУ станка в Artcam.
МЕТОДЫ ПОДГОТОВКИ УПРАВЛЯЮЩИХ ПРОГРАММ
Управляющие программы (УП) могут быть подготовлены ручным или автоматизированным методами.
При изготовлении простых по конфигурации деталей, когда трудоемкость подготовки УП вручную соизмерима с трудоемкостью подготовки исходных данных для расчетов на ЭВМ, используют ручной метод. Ручное программирование применяется и для систем ЧПУ класса НМС с набором программ непосредственно на пульте УЧПУ. Для выполнения ручного программирования необходимы: чертеж детали с техническими требованиями на ее изготовление; руководство по эксплуатации станка с ЧПУ; инструкция по программированию для УЧПУ данного станка; каталог режущего инструмента с настроечными размерами; нормативы режимов резания. Результатом ручного программирования является текстовая или табличная запись кадров УП, которые затем наносятся перфоратором на перфоленту в виде соответствующих комбинаций остерегай или набирается на пульте УЧПУ.
Ручная подготовка УП (рис. 4.1) состоит из следующих этапов:
1) изучение технологом чертежа детали в целях получения геометрической информации и разработки технических условий на исходную заготовку с учетом минимального съема стружки при обработке; 2) разработка маршрутной технологии обработки, представляемой в виде последовательности операций с выбором режущих и вспомогательных инструментов, станочных приспособлений; 3) разработка технологом-программистом операционного технологического процесса с определением схемы закрепления заготовки, с расчетом (или выбором) режимов резания, с построением траекторий движения режущих инструментов, с указанием места входа и выхода инструмента и позиции исполнительного органа станка для смены инструмента; 4) расчет координат опорных точек траектории движения режущих инструментов; 5) составление расчетно-технологической карты; 6) разработка карты наладки станка; 7) кодирование информации (формирование кадров УП с их записью в виде текста или таблицы); 8) нанесение информации на программоноситель; 9) контроль УП и ее коррекция.
Создание Управляющей Программы для станка с ЧПУ/ Последовательность
Нанесение информации на программоноситель осуществляет; оператор, обслуживающий устройства записи УП, например, на перфоленту. Перфолента передается оператору станка с ЧПУ. На станке, оснащенном соответствующими приспособлениями, режущим, вспомогательным и измерительным инструментом, производится обработка заготовки.
После обработки осуществляют контроль фактических размеров детали. При выходе этих значений за предельно допустимые производят необходимую корректировку УП и перфоленты. Автоматизированный метод подготовки УП с использованием ЭВМ снижает стоимость УП и ускоряет их подготовку.

Рис.1. Структурная схема ручной подготовки управляющих программ.
Дата добавления: 2015-07-08 ; просмотров: 990 | Нарушение авторских прав
Читайте в этой же книге: Кодирование информации. | Обозначения команд по ISO. | Запись слов в кадрах управляющей программы. | Подготовительные функции. | Подготовка информации для управляющих программ. | Организация органов управления. | Сопряжение УЧПУ со станком. | Программирование скорости главного движения. | Программирование перемещений. | Круговая интерполяция. |
| | | следующая страница ==> | |
| Задача № 8 | | | Операционные технологические процессы. Термины. |
mybiblioteka.su — 2015-2023 год. (0.014 сек.)
Источник: mybiblioteka.su
12.1. Этапы подготовки управляющих программ
Подготовку программ для управления станками можно рассматривать как систему обработки внешней информации. Согласно: ГОСТ 20523—80 управляющая программа (УП) — совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки.
Управляющая программа содержит информацию о технологических параметрах процесса обработки (о скоростях и величинах перемещения режущего инструмента и т. д.) и технологические команды, реализуемые исполнительными механизмами станка, которые обеспечивают необходимые условия обработки. Эта информация записывается на программоноситель в кодах конкретного УЧПУ.
На рис. 12.1 приведена схема разработки технологического процесса изготовления детали на станке с ЧПУ. Штриховой линией ограничены этапы, имеющие непосредственное отношение к процессу подготовки УП. Проектирование УП включает этап составления плана операции (I), предусматривающий разделение операций на установы и позиции, и этап разработки операционной технологии (II), в результате, которого определяются переходы и проходы. Дальнейшими этапами, характерными только для под готовки УП, являются расчет траектории инструмента (III), кодирование, запись УП (IV), а также ее контроль и редактирование (V) .
Технологическую документацию, используемую при подготовке УП, можно разделить на три группы: справочную, исходную и сопроводительную.
В состав справочной документации входят: картотеки станков с ЧПУ, режущего, вспомогательного и измерительного инструментов, нормативы режимов резания, инструкции по кодированию и т. д.
Исходная документация содержит задание на программирование, маршрутную или маршрутно-операционную карту, чертежи детали и заготовки.
Сопроводительная документация содержит операционную карту и операционный чертеж детали, карты наладки станка и инструмента, операционную расчетно-технологическую карту (ГОСТ 3.1404—86), УП на программоносителе и ее распечатку, акт внедрения УП. Комплектность и форма технологической документации, используемой при подготовке УП, могут меняться в зависимости от принятого на данном предприятии документооборота и метода программирования — ручного или с помощью ЭВМ.

Рис. 12.1. Схема разработки технологического процесса обработки детали на станке с ЧПУ
12.2. Расчет управляющих программ
Расчет УП ведется на основании попереходной технологии. В процессе подготовки УП деталь рассматривается в технологической системе (станок — приспособление — инструмент — деталь). Заготовка считается установленной с помощью приспособления в фиксированное положение относительно начального положения рабочих органов станка, несущих режущий инструмент. Траектория инструмента строится относительно контура детали, а затем преобразуется в движения соответствующих органов станка. Для этого используются системы координат детали, станка и инструмента.
Для обеспечения совместимости процесса программирования для различных станков с ЧПУ направление осей координат и поворотов вокруг них регламентировано стандартом ISO 841—74 или соответствующим ему ГОСТ 23597—79.
Стандартная система координат представляет собой правую прямоугольную декартовую систему координат (рис. 2.2).
Ориентация осей координат. Ось шпинделя обозначается через Z независимо от того, вращает шпиндель инструмент или заготовку. Ось X располагают горизонтально или параллельно поперечным салазкам. За положительное направление по осям X и Z принимается направление, при котором увеличивается расстояние между заготовкой и держателем инструмента. Положительное направление по оси У выбирается в зависимости от направления осей X, Z так, чтобы получить правую декартовую систему координат.
Координатные оси рабочих органов станка, несущих инструмент, обозначаются буквами X, Y, Z, Если на станке имеется несколько рабочих органов для перемещения инструментов, то указанные обозначения относятся к первичным осям. Для обозначения вторичных осей, параллельных первичным, используются буквы U, V, W, для третичных — Р, Q, R (рис. 2.3).

Рис.12.2. Стандартная система координат

Рис.12.3. Системы координат: а – первичная; б – вторичная; в — третичная
Координатные оси рабочих органов станка, перемещающих заготовку, направлены: противоположно соответствующим осям рабочих органов, перемещающих инструмент, и их обозначают теми же буквами, но со штрихом.
Обозначение угловых перемещений. Поворот рабочего органа с инструментом вокруг координатных осей X, Y, Z обозначается буквами А, В, С. Вращение рабочего органа с заготовкой вокруг координатных осей Х’, Y’, Z’ обозначается буквами А’, В’, С’. Начало отсчета углов поворота и положительные направления вращений показаны на рис. 12.3.
Если смотреть с конца вектора, то за положительное вращение принимается вращение против часовой стрелки. Для обозначения вторичных угловых движений используют буквы D и Е.
Система координат детали служит для пересчета размеров, заданных на чертеже детали, в координаты опорных точек ее контура. В этой же системе координат производится расчет опорных точек траектории инструмента. Опорными здесь названы точки начала, конца, пересечения или касания геометрических элементов, из которых образованы линии контура детали и траектории инструмента.
При выборе системы координат детали желательно координатные плоскости совместить с поверхностями технологических баз или расположить их параллельно. Начало системы координат расположить так, чтобы все или большинство точек контура детали имели положительные значения координат. Координаты опорных точек могут быть заданы абсолютными размерами и размерами в приращениях. Абсолютный размер — линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно нуля отсчета. Размел в приращениях — линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка.
Система координат станка является главной расчетной системой, в которой определяются расчетные перемещения, начальные и текущие положения рабочих органов станка. Начало стандартной системы координат станка обычно совмещают с базовой точкой, узла, несущего заготовку, фиксированного в таком положении, при котором все перемещения рабочих органов станка могли бы описываться положительными координатами. Базовые точки выбираются с учетом конструктивных особенностей станков и ими служат: для шпиндельного узла — точка пересечения торца шпинделя с осью его вращения; для суппорта токарно-револьверного станка — центр поворота резцедержателя в плоскости, параллельной направляющим суппорта и проходящей через ось шпинделя, или точка базирования инструментального блока и т. д. Для станков сверлильной, расточной, фрезерной групп за начало системы координат принимают базовую точку стола (точку пересечения диагоналей стола или центр поворота стола) в одном из крайних положений. Системы координат некоторых станков согласно ГОСТ 23597—79 приведены на рис. 12.4.

Рис.12.4.а Системы координат металлорежущих станков:
а — направление осей и начало системы координат токарного станка;
б — система координат сверлильных и вертикальных консольно-фрезерных станков.

Рис. 12.4, б Системы координат металлорежущих станков:
а — направление осей и начало системы координат токарного станка;
б — система координат сверлильных и вертикальных консольно-фрезерных станков.
Система координат инструмента предназначена для задания положения режущей части относительно державки. Система координат инструмента параллельна системе координат станка и оси направлены в ту же сторону. Инструмент описывается в рабочем положении в сборе с державкой. Режущая часть инструмента характеризуется положением его вершины и режущих кромок, рис. 12.5.
Вершина инструмента задается радиусом закругления R и координатами Хиб и Zиб ее настроечной точки В.

Рис. 12.5. Системы координат инструмента: а – резца; б – сверла.
Положение режущей кромки резца задается углами  и
и , а для сверла — углом
, а для сверла — углом и диаметромd (рис. 12.5,б). Вершина вращающегося инструмента лежит на оси вращения, поэтому для ее задания достаточно указать координату Zиб.
и диаметромd (рис. 12.5,б). Вершина вращающегося инструмента лежит на оси вращения, поэтому для ее задания достаточно указать координату Zиб.
Настроечная точка инструмента обычно используется в качестве расчетной при вычислении траектории инструмента, элементы которой параллельны осям координат. Расчетной точкой криволинейной траектории служит центр закругления Ц при вершине инструмента рис. 12.5.
На токарном станке начало системы координат инструмента и принимают в базовой точке инструментального блока в рабочем положении. Положение базовых точек инструментальных блоков, устанавливаемых на одном резцедержателе, определяют относительно его центра Р приращениями координат Хpu, Zpu. Если на одном суппорте два резцедержателя, то положение центра резцедержателя задается относительно базовой точки суппорта К.
НАЛАДКА СТАНКА ДЛЯ РАБОТЫ ПО УПРАВЛЯЮЩЕЙ ПРОГРАММЕ
Для наладки станка необходимо установить в начальное (фиксированное) положение рабочие органы и тем самым связанные с ними системы координат детали, приспособления и инструмента относительно неподвижной системы координат станка. Зная начальное положение рабочих органов, величину и направление перемещения, заданные управляющей программой, можно однозначно описать положение их в процессе обработки в любой момент времени.
Задав начальные параметры и ограничив диапазон перемещений базовых точек рабочих органов, приводят базовые точки в фиксированные положения. Затем последовательно осуществляют согласование систем координат инструмента, приспособления и детали.
При программировании и наладке станка для работы по управляющей программе используют некоторые характерные точки, называемые по ГОСТ 20523—80 нулевой, исходной и фиксированной точками станка.
Нулевая точка — точка, принятая за начало системы координат станка. Эта точка определена относительно конструктивных элементов станка. Относительно нулевой точки станка задаются в УП абсолютные размеры перемещений рабочих органов станка, если начало отсчета перемещений не смещено с помощью «плавающего нуля». «Плавающий нуль» — это свойство УЧПУ помещать; начало отсчета перемещений рабочего органа в любое заданное положение относительно нулевой точки станка.
Исходная точка — точка, определенная относительно нулевой точки станка и используемая для начала работы по УП. С исходными точками станка совмещаются базовые точки рабочих органов перед началом работы по УП. Исходные точки станка выбираются из условия минимизации вспомогательных ходов, обеспечения безопасности смены инструмента и удобства закрепления.
Фиксированная точка — точка, определенная относительно нулевой точки станка и используемая для определения положения рабочего органа станка.
Совмещение базовых точек рабочих органов с фиксированными точками станка производится с помощью датчиков положения в два этапа: сначала в зону действия датчика по команде с пульта УЧПУ или по заданному в УП перемещению, а затем с высокой точностью непосредственно в фиксированную точку станка. Это позволяет исключить ранее накопленную погрешность положения рабочего органа. Так как современные станки с ЧПУ достаточно надежно отрабатывают заданные в УП перемещения, фиксированные точки станка используются в качестве исходных точек только после переналадки станка перед изготовлением первой детали партии, а для последующих деталей партии исходные точки выбираются по возможности ближе к заготовке.
Связь систем координат детали, станка и инструмента осуществляется через базовые точки рабочих органов станка, несущих заготовку и инструмент.
На рис. 2.6 изображены системы координат для случая обработки на токарном станке и положение нулевой, фиксированной и исходной точек. Последовательность перевода в систему координат станка начальной точки В траектории инструмента (В—И— —Р—К—Ос) и текущей точки А этой траектории (А—Од—Б—Ос).
Необходимость введения точки К объясняется следующим. На одном суппорте может быть несколько резцедержателей, и, в зависимости от характера работ (в патроне или центрах) резцедержатель может занимать на суппорте станка различные положения.

Рис. 12.6. Связь систем координат станка, детали и инструмента при токарной обработке
В связи с этим центр резцедержателя должен быть определен относительно базовой точки резцедержателя К.
На рис. 12.7 приведены системы координат детали, станка и инструмента при обработке на сверлильно-расточном станке. Связь этих систем координат осуществляется через базовые точки рабочих органов станка и крепежного приспособления. Начало системы координат станка XCYCZC принято в базовой точке крестового поворотного стола в крайнем левом и дальнем положении стола, если смотреть на него со стороны шпиндельного узла. Настроечная точка инструмента В, заданная в системе координат инструмента XИZИ, переводится в систему координат станка через базовую точку шпиндельного узла И, с которой совмещено начало системы координат инструмента, (В—И—С).
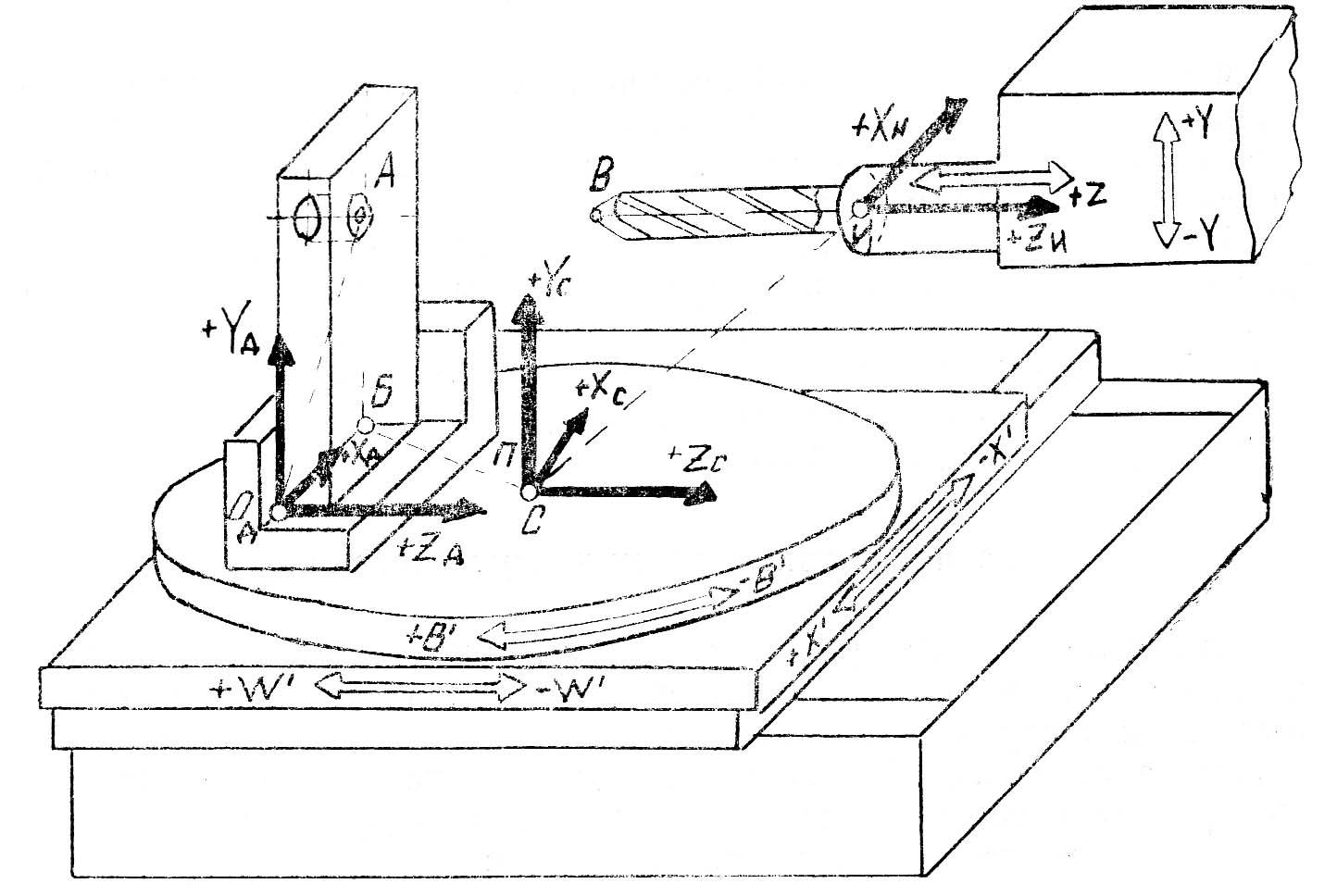
Рис. 12.7. Связь систем координат детали, станка и инструмента при обработке на
Источник: studfile.net
Рекомендации. САПР. Подготовка управляющих программ для оборудования с ЧПУ. Правила проведения работ
Рекомендации определяют правила выполнения работ по автоматизированной подготовке управляющих программ (УП) для оборудования с ЧПУ, в том числе и входящего в состав гибких производственных систем (ГПС).
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
(Госстандарт СССР) Всесоюзный научно-исследовательский институт
по нормализации в машиностроении
(ВНИИНМАШ) Утверждены Приказом ВНИИНМАШ
№ 404 от 21.12.1987 г . САПР. Подготовка управляющих программ для
оборудования с ЧПУ. Правила проведения работ Рекомендации Р 50-54-32-87 Москва 1983 РЕКОМЕНДАЦИИ
| Системы автоматизированного проектирования. Подготовка управляющих программ для оборудования с ЧПУ. Порядок проведения работ. | Р 50-54-32-87 |
Настоящие рекомендации ( р ) определяют правила выполнения работ по автоматизированной подготовке управляющих программ (УП) для оборудования с ЧПУ, в том числе и входящего в состав гибких производственных систем (ГПС).
1 . ОБЩИЕ ПОЛОЖЕНИЯ
1.1 . УП является подробнейшим образом детализированным и математически рассчитанным операционным технологическим процессом. 1.2 . Все вопросы управления рабочими органами станка должны быть решены на стадии подготовки УП. 1.3 . Подготовка УП является неотъемлемой частью технологической подготовки производства (ТПП), которую выполняют по: РД 50-619-86. 1.4 . Наиболее важные работы по подготовке УП: определение номенклатуры деталей; разработка технологических процессов и ведомостей оснащения; расчет УП; внедрение УП и технологических процессов; планирование и отчетность по данным работам (настоящими Р не регламентируется); хранение и эксплуатация УП.
2 . ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ НА ОБОРУДОВАНИИ С ЧПУ
2.1 . Под обеспечением технологичности понимается отбор номенклатуры деталей, подлежащих изготовлению на оборудовании с ЧПУ, и корректировка конструкторской документации с учетом размера партии выпуска, ее повторяемости и требований, предъявляемых при использовании оборудования с ЧПУ. 2.2 . Результатом выполнения этой работы является составление перечня деталей, подлежащих переводу на станки с ЧПУ, пример которого приведен в Приложении 1 . 2.3 . При определении номенклатуры деталей руководствуются целесообразностью обработки деталей на станках с ЧПУ и технико-экономическими показателями обработки на станках с ЧПУ, повышением производительности труда и снижением себестоимости продукции, повышением качества деталей, снижением трудоемкости технологической подготовки производства.
2.4 . Применение оборудования с ЧПУ целесообразно при многочисленных и дорогостоящих операциях по настройке и контролю, сложной и разнообразной обработке; обработке малыми партиями деталей с большим количеством размеров, имеющих жесткие допуски; обработке деталей с индивидуальными отклонениями размеров в партии, подверженных конструктивным изменениям, обработке больших партий деталей с высокой точностью. При этом обработка требует, как правило, более строгого, чем при оборудовании с ручным управлением, контроля за точностью изготовления оснастки, стоимость которой значительна, а короткий период освоения не позволяет использовать обычные методы изготовления оснастки.
2.5 . Повышение производительности труда и снижение себестоимости продукции достигается путем сокращения штучно-калькуляционного времени, снятия разметки, уменьшения слесарной доработки и доводочных работ, многостаночного обслуживания; сокращения машинного времени уменьшением длин траекторий рабочих перемещений инструмента, оптимизацией режимов резания, сокращением длин траекторий холостых перемещений инструмента и концентрацией операций; снижения затрат времени на поиск и подготовку режущего инструмента, так как создаются условия для его централизованной подготовки (при подготовке УП указывается вид и типоразмер режущего инструмента); сокращения вспомогательного времени уменьшением его затрат на контрольные операции, смену инструмента и заготовок; снижения трудоемкости сборочных работ и подгоночных операций при сборке; а также уменьшения расходов на ремонт и обслуживание, сокращения потребных производственных площадей, снижения расходов на электроэнергию и на зарплату производственным рабочим в результате повышения производительности оборудования и соответственно меньшей потребности в обслуживающем персонале. 2.6 . Улучшение качества деталей достигается увеличением ресурса, повышением их надежности и экономичности в результате увеличения точности обработки и чистоты поверхности, особенно на криволинейных участках, путем повышения культуры проектирования техпроцесса и подготовки заготовок для станков с ЧПУ, выражающейся в ужесточении требований к точности изготовления заготовок, материалу заготовок и их термообработке.
2.7 . При переводе обработки деталей на станки с ЧПУ допустимо уменьшение поля допуска на обработку, которое выбирается с учетом точности и чистоты обработанной поверхности, указанных в паспортах станка. 2.8 . Целесообразно стремиться к совмещению конструкторских, технологических и измерительных базовых поверхностей.
Для обеспечения требований к базовым поверхностям рекомендуется предусмотреть специальные технологические мероприятия: систему координатно-фиксирующих отверстий на станочной оснастке и обрабатываемых деталях; технологические приливы или утолщения на заготовках. 2.9 . Рекомендуется предусматривать обработку не только сопрягаемых поверхностей, но и всех остальных, что позволит поднять уровень ресурсосбережения на конкретной детали и требования к точности исходной заготовки.
2.10 . Необходимо обеспечить максимальную унификацию обрабатываемых деталей и их элементов. Следить за тем, чтобы конструкторы чаще использовали типовые и стандартные конструктивные элементы.
С целью сокращения номенклатуры режущего инструмента рекомендуется унифицировать радиусы сопряжений, т.е. сопряжение наружных и внутренних стенок обрабатываемых контуров должно производиться одинаковыми радиусами, соответствующими стандартным параметрам концевых фрез. Целесообразно также, чтобы этот типовой радиус был единым для всей детали. 2.11 . Одним из результатов работ по составлению перечня деталей, подлежащих переводу на станки с ЧПУ, является выработка рекомендаций по повышению технологичности детали. В соответствии с этими рекомендациями производится изменение конструкции детали. Один из примеров предложений по улучшению конструкции приведен в Приложении 2 .
3 . РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ ДЛЯ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ НА ОБОРУДОВАНИИ С ЧПУ
3.1 . Разработка технологического процесса (ТП) и выбор средств технологического оснащения (СТО) для деталей, обрабатываемых на оборудовании с ЧПУ, проводится на основе РД 50-633-87 и с учетом предложений по улучшению степени технологичности. 3.2 . На каждую деталь выдаются задания для дальнейшей проработки чертежей (и в том числе недостающих размеров) и карта заказа на проектирование и изготовление оснастки (см.
ГОСТ 3.1113-79, форма 1). Кроме этого рекомендуется разработать следующие документы: технические характеристики заготовок деталей, обрабатываемых на участке станков с ЧПУ, с указанием конкретных баз (см. Приложение 3); карту заказа на разработку управляющей программы (см.
ГОСТ 3.1404-86 , форма 6), с указанием возможности использования имеющейся оснастки и инструмента; технические характеристики деталей, передаваемых на доработку после обработки на станках с ЧПУ. 3.4 . Основными документами, используемыми при подготовке программ, являются: чертежи на детали, переработанные в соответствии с требованиями обработки на оборудовании с ЧПУ; таблицы теоретических контуров или результаты их замеров.
3.5 . Формой представления исходных данных может служить карта кодирования информации (см. ГОСТ 3.1404-86 , форма для расчета программ 5), которая является результатом проектирования ТП в соответствии с РД 50-603-86 . Для получения исходной информации необходимо широкое использование ЭВМ, при этом РТК могут быть получены автоматизированным способом из других подсистем.
3.6 . Одновременно с разработкой карты кодирования информации формируется ТП. При разработке ТП и карты необходимо стремиться к максимальному использованию САПР технологического назначения, ядром которых служат существующие системы автоматизации программирования (САП). Дальнейшее развитие САПР технологического назначения должно привести к широкому использованию интегрированных систем проектирования, конструирования, ТПП и управления производством (систем сквозного проектирования). 3.7 . Результатом описываемого этапа для целей программирования ТП являются задания на программирование и карты кодирования информации.
4 . ПРОГРАММИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ДЛЯ ОБОРУДОВАНИЯ С ЧПУ
4.1 . Программирование технологических операций для оборудования с ЧПУ выполняется в соответствии с рекомендациями Р 50-54-49-88, «САПР. Типовые методы автоматизации подготовки управляющих программ в условиях ГПС».
4.2 . Форма организации программирования определяется количеством станков с ЧПУ, находящихся в эксплуатации, и может быть реализована посредством: аренды машинного времени на кустовых ВЦ (КВЦ); выделением машинного времени на ВЦ предприятия; организацией технологического ВЦ; организацией локальной сети; непосредственно у пульта станка. 4.3 . Исходные данные для проведения расчетов УП могут быть получены из других подсистем АСТПП, которые взаимодействуют друг с другом согласно РД 50-620-86 . Особое внимание должно быть уделено расчету оптимальных режимов резания, обеспечивающих качество деталей.
4.4 . Программирование осуществляется на входном языке САП и оформляется в вида текста исходной программы (ИП) с комментариями на специальном бланке или может быть сгенерирована с использованием условно-постоянной информации из других подсистем. Для высококвалифицированных пользователей допускается составление текста ИП непосредственно с пульта ЭВМ, при этом процесс создания текста ИП совмещается с процессом его редактирования.
4.5 . При программировании рекомендуется в максимальной степени стремиться к использованию автоматизированных систем типа АПТ-СМ, ТЕХТРАН, МОДАРТ, ТАУ-СМ, САП СМ и др., так как применение их обусловливает возможность широкой типизации и унификации элементов технологии, которые могут быть оформлены в виде библиотек макроопределений. 4.6 . Наиболее современные методы программирования включают средства графического диалога, библиотеки графических элементов, библиотеки макроопределений, пакеты прикладных программ на базе техники «меню».
4.7 . Для реализации этих положений и применения многостадийных и многоуровневых методов обработки информации разработаны интерфейсы на основе протокола обмена. Одним из видов таких протоколов обмена является промежуточный язык процессор-постпроцессор. 4.8 . Результат программирования — создание управляющей программы.
Наиболее прогрессивный способ, особенно для ГПС, состоит в передаче УП непосредственно в устройство ЧПУ (УЧПУ) с станка по каналам связи. При этом твердая копия УП не нужна. Такое решение реализует принцип безбумажной технологии.
4.9 . Получение полного комплекта сопроводительной документации к УП (печать текста исходной программы, таблиц канонических форм геометрических элементов, данных промежуточного языка процессор-постпроцессор, списка диагностических сообщений, операционная карта, карта наладки инструмента, печать текста УП с комментариями) допускается для обнаружения сложных логических или семантических ошибок с целью их идентификации, локализации и устранения. 4.10 . Полученная в результате расчета УП с сопроводительной документацией регистрируется в журнале учета с указанием даты и времени получения и снабжается ярлыком или этикеткой (см. Приложение 4 ). Регистрацию и ведение учета программ рекомендуется выполнять автоматизированным способом. 4.11 . При необходимости хранения УП на перфоленте на ней должна быть сделана запись с учетом требований РД 50-613-86 .
5 . ВНЕДРЕНИЕ УП
5.1 . Первым этапом внедрения УП является моделирование геометрических параметров, которое осуществляется с помощью программно-графических средств, в том числе входящих в базовый комплект автоматизированного рабочего места (АРМ). 5.2 . Изготовленная УП передается для внедрения.
5.3 . Передача УП осуществляется по каналам связи, либо на носителях данных (перфолентах, магнитных лентах, магнитных дисках и т.п.) с сопроводительной документацией. 5.4 . Проверка и внедрение УП выполняются на специально выделенном оборудовании с приспособлениями, режущим и мерительным инструментом, а также вспомогательными материалами.
5.5 . При обнаружении дефектов необходимо определить причину, вызвавшую их, и откорректировать программу, после чего процесс внедрения повторяется. 5.6 . Если деталь признана годной, она предъявляется на контроль. Если дефектов детали не обнаружено, то оформляется акт внедрения (см. ГОСТ 3.1113-79, ф. 4). При обнаружении дефектов оформляется дефектная ведомость.
5.7 . Для отличия УП в процессе внедрения рекомендуется давать расширение символических имен программ в виде трехзначного десятичного числа, равного номеру варианта, т.е. 001, 002 и т.д. Для годной УП в качестве расширения символического имени необходимо ставить символы УП. 5.8 . Перекодировка символических имен допустима при отладке и в режиме внесения изменений.
5.9 . Проводятся необходимые корректировки программ, после чего процесс внедрения повторяется. 5.10 . Процесс корректировки программ должен производиться, особенно для ГПС, натурным моделированием на специально выделенном оборудовании, работающем под управлением локальной сети ЭВМ.
5.11 . Процесс корректировки может выполняться на уровне исходных текстов, промежуточного языка процессор-постпроцессор и на уровне УП с автоматическим получением скорректированной информации на остальных уровнях. 5.12 . После окончательной отработки программ программные операции вносятся в общий ТП, и оформляется паспорт на внедренные программы. 5.13 . Оригинал окончательно оформленной УП хранится на носителях данных. Дубликат УП передается для работы и в процессе его изнашивания заменяется следующим дубликатом с оригинала.
Приложение 1
(рекомендуемое) Утверждаю Гл. инженер ___________ «____» __________ 19___ г.
ПЕРЕЧЕНЬ
деталей, подлежащих переводу на станки с ЧПУ в 19___ году
| Номер | Изделие | Обозначение детали | По существующему технологическому процессу | При переводе на станки с ЧПУ | Примечание | |||
| Номер операции | Модель оборудований | Трудоемкость, Н/час | Модель станка и системы ЧПУ | Планируемая трудоемкость | ||||
Цех, отдел Подпись Дата Гл. технолог Начальник ОРП
Приложение 2
(рекомендуемое)
ПРЕДЛОЖЕНИЕ ПО УЛУЧШЕНИЮ КОНСТРУКЦИИ ДЕТАЛИ
Источник: ohranatruda.ru