
Эргономическая оценка производственного оборудования проводится экспертным методом в сочетании с инструментальными и расчетными методами. Инструментальный метод полезен при определении тех параметров оборудования, которые обусловливают его соответствие гигиеническим требованиям и антропологическим характеристикам человека. Инструментальный метод применяют также в эксперименте при определении показателей функционального состояния организма человека, работающего на оцениваемом оборудовании. Расчетным методом осуществляют определение показателей, используя значения параметров, найденные инструментальными методами.
В соответствии с ГОСТ 16035-81 «Показатели качества изделий эргономические. Термины и определения, классификация и номенклатура». Эргономические показатели (количественная характеристика одного или нескольких эргономических свойств изделия, используемая для определения его соответствия эргономическим требованиям) представляют собой показатели разноуровневого характера: единичные, комплексные, интегральный, различающиеся в зависимости от числа характеризуемых ими свойств. Все показатели подразделяются на четыре группы, три из которых включают показатели, отражающие соответствие свойств изделия той или иной группе характеристик человека, по существу — антропометрическим, физиологическим и психофизиологическим, психологическим. Четвертая группа показателей отражает те свойства изделия, которые влияют непосредственно или опосредованно на эффективность деятельности человека.
Активизация организации исследовательских работ по развитию научных исследований
Применение установленных ГОСТ 16035-81 показателей четвертой группы при эргономической экспертизе целесообразно, но в настоящее время весьма затруднено в связи с отсутствием критериев их оценки и неопределенностью значений соответствующих эргономических показателей, которые могли бы быть приняты за основу при оценке уровня эргономичности изделия.
В «Методических рекомендациях по оценке соответствия производственного оборудования эргономическим требованиям» система показателей, основанная на принципе соответствия тем или иным характеристикам и возможностям человека, дополнена предметно функциональным принципом выбора и оценки показателей, что позволяет более предметно, конкретно и последовательно проводить как анализ, так и оценку степени соответствия производственного оборудования эргономическим требованиям.
Порядок проведения эргономической экспертизы
Для проведения эргономической оценки на стадии изготовления или эксплуатации оборудования необходимы следующие материалы:
– техническая документация (техническое описание, комплект чертежей, инструкция по эксплуатации);
– сведения об условиях эксплуатации оборудования;
– сведения об изделиях-аналогах;
– материалы исследований на данной группе оборудования (представляются при проведении гигиенических, физиологических и других исследований);
– нормативные и рекомендательные материалы, содержащие эргономические требования к производственному оборудованию оцениваемой группы.
1 Основы эргономики Структура и задачи эргономики
Для проведения эргономической оценки оборудования создается экспертная комиссия, состоящая из двух групп — рабочей и экспертной. Задачами рабочей группы являются подготовка сведений, материалов, документов для экспертизы, техническая обработка и анализ результатов экспертизы. Экспертная же группа занимается собственно экспертизой оборудования.
Экспертная группа должна включать не менее 5 человек и состоять из физиологов и гигиенистов труда, инженерных психологов высокой профессиональной квалификации, имеющих опыт эргономической оценки оборудования, инженеров, занимающихся вопросами проектирования и оценки оборудования, и дополнительно — рабочих высокой квалификации, имеющих большой стаж работы на оборудовании, аналогичном оцениваемому.
В состав экспертной комиссии не должны входить непосредственные разработчики оцениваемого оборудования.
Достаточность материалов, представляемых для экспертизы, и их соответствие требованиям определяются рабочей группой на подготовительном этапе.
Эргономическая экспертиза включает две стадии: аналитическую и оценочную, состоящие из нескольких этапов.
После проведения эргономической экспертизы производственного оборудования составляют заключение по эргономической оценке.
Рабочие места, эргономическая оценка которых выявила наличие нарушений эргономических требований и установила степень тяжести и напряженности труда выше допустимой, должны стать в первую очередь объектами внимания с точки зрения разработки мер оптимизации функционирования системы.
Источник: studfile.net
Эргономическая экспертиза
Эргономическая экспертиза (ЭЭ) АСОИУ проводится на следующих этапах обоснования и разработки: технического предложения; эскизного и технического проектов; изготовления и проведения испытаний опытного образца.
На этапах технического предложения, эскизного и технического проектов ЭЭ АСОИУ проводится дважды: до приемки этапа — разработчиком, а при приемке — заказчиком.
Экспертная комиссия, осуществляющая подготовку и проведение ЭЭ, состоит из рабочей группы и группы эргономистов — экспертов (экспертная группа).
Рабочая группа обеспечивает работу экспертной комиссии.
При организации ЭЭ АСОИУ основные операции выполняются в четыре этапа: подготовка, проведение, анализ результатов с принятием решения, оценка полученных комплексных показателей.
Рабочая группа выполняет следующие функции:
— определяет количество экспертов, входящих в экспертную группу, проводит их отбор и формирует экспертную группу;
— уточняет объект и цель ЭЭ, выбирает методы — аналитические, моделирования или опроса, а также определяет необходимость (возможность) проведения испытаний;
— уточняет способы и процедуры оценки, определяет перечень операций, выполняемых экспертами, и подготавливает необходимые программу и методику проведения ЭЭ.
Экспертные комиссии подразделяют на вновь формируемые (начинающие работу) и существующие (имеющие опыт работы). Комиссии могут быть постоянно или периодически функционирующими, с постоянным или меняющимся составом экспертов и членов рабочей группы.
Основными задачами ЭЭ АСОИУ являются:
контроль и оценка полноты и правильности реализации эргономических требований, установленных в техническом задании;
оценка уровня эргономичности;
обоснование возможных путей совершенствования эргономических свойств (характеристик) АСОИУ.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru
Pereosnastka.ru

Порядок и методика проведения эргономической экспертизы
К атегория:
Эргономика
Порядок и методика проведения эргономической экспертизы
Целью эргономической экспертизы является проверка соответствия разрабатываемой системы эргономическим требованиям.
При организации эргономической экспертизы конкретной СЧМ необходимо в первую очередь:
— определить перечень задач СЧМ и подробно описать способы (алгоритмы) их решения оператором в процессе деятельности;
— разработать типовые программы и методики эргономической экспертизы;
— обосновать частные и интегральные показатели эргономичности СЧМ и методы их получения и анализа;
— подготовить (или выбрать) нормативные значения показателей и допустимые пределы их изменений (критерии пригодности и непригодности СЧМ или ее элементов);
— обеспечить экспертов комплектом типовой аппаратуры для проведения эргономической экспертизы;
— разработать положение об эргономической экспертизе с указанием ее юридического статуса, состава экспертных групп, прав и обязанностей экспертов и т. д.
Эргономическая экспертиза должна объективно оценивать реализованный в СЧМ уровень учета возможностей человека на всех стадиях создания и в процессе эксплуатации системы. Уровень (глубина) экспертизы, а также методы ее проведения зависят от стадии разработки системы. Как правило, на начальных, стадиях основу экспертизы составляют теоретические методы, а на более поздних — экспериментальные. Одним из основных требований к единой системе эргономической экспертизы является обеспечение единства и преемственности различных методов ее проведения.
Эргономическая экспертиза должна быть многоцелевой, т. е. предусматривать оценку различных сторон системы (ее конструкцию, методы подготовки операторов, режимы труда и отдыха операторов и т. д.). Это обстоятельство приводит к необходимости введения целой системы показателей разного иерархического уровня.
Таким образом, эргономическая экспертиза представляет непрерывный процесс, являющийся неотъемлемой частью создания и эксплуатации СЧМ . В процессе движения проекта системы от стадии к стадии его следует постоянно оценивать (а на основе этого и корректировать) на соответствие эргономическим требованиям, предъявляемым к системе в интересах достижения более высокого уровня реализации ее потенциальных возможностей.
С 1 января 1974 г. эргономическая оценка изделия является обязательным элементом технического предложения эскизного и технического проектов ( ГОСТ ы 2.118 — 73, 2.119 — 73, 2.120 — 73).
Экспертизе следует подвергать технические задания, технические предложения, эскизные и технические проекты, опытные и серийные образцы СЧМ , а также все другие виды документации.
В процессе эргономического обследования выявляется соответствие частных характеристик отдельных элементов СЧМ эргономическим требованиям, например характеристик рабочих мест (форма и размеры пульта, зоны видимости и зоны досягаемости, типы элементов индикации и органов управления и их размещение, антропометрическая совместимость и рабочая поза оператора и т. д.), характеристик условий обитаемости (микроклимат, уровень шумов, вибрации, загазованность, СВЧ излучения и т. д.), характеристик технических средств подготовки, освещенности и т. п.
По результатам обследования в соответствии с частными показателями складывается первое впечатление об условиях труда операторов, которое необходимо для уточнения задач эргономической экспертизы данного образца СЧМ .
Наиболее ответственным периодом проведения экспертизы следует считать этапы эргономического анализа и эргономических испытаний СЧМ , когда оцениваются условия труда операторов как с точки зрения выполнимости общих эргономических требований, так и с точки зрения напряженности деятельности.
Желательно, чтобы оценки носили не только качественный, но и количественный характер. В тех случаях, когда эксперты не располагают данными для расчета выбранных показателей, следует проводить специальные эргономические испытания. К ним необходимо прибегать и в тех случаях, когда возйикает потребность экспериментального подтверждения результатов, полученных аналитическим путем.
Эргономические испытания можно проводить отдельно или в процессе общих испытаний макетных, экспериментальных и опытных образцов СЧМ .
Заключительным этапом экспертизы .является эргономическая аттестация СЧМ , включающая комплексную оценку эргономичности системы в соответствии со значениями отдельных показателей, полученных на предыдущих этапах, а также оценку экономической целесообразности и технической реализуемости разработанных рекомендаций по устранению обнаруженных недостатков.
Оценка влияния содержания и сложности алгоритма деятельности оператора. Влияние содержания конкретного алгоритма на качество Деятельности оператора оценивается сравнением требований, предъявляемых алгоритмом к человеку, с возможностями последнего. Для этого исследуемый алгоритм записывают в виде совокупности отдельных действий и операций (см. гл.
5) с указанием требуемой точности и необходимых временных и энергетических затрат для выполнения каждого компонента алгоритма. Такое описание следует дополнять сведениями о напряженности деятельности (см. гл. 1 и 5).
Анализируя соответствие сформулированных требований психофизиологическим и биомеханическим возможностям человека, можно рассчитать ожидаемые значения точностных, временнйх и надежностных характеристик деятельности человека-оператора и сделать вывод о допустимости того или иного действия или алгоритма в целом.
Для оценки влияния сложности алгоритма на качество деятельности человека-оператора необходимо, в первую очередь, получить количественные характеристики этой сложности. Один из вариантов количественной оценки алгоритма [1] включает в себя оценку показателей суммарной динамической интенсивности, логической сложности и стереотипности.
Кроме того, динамическая интенсивность определяет темп работы, от которого во многом зависит точность деятельности оператора. Так, по данным [2], в опытах с реакцией сложного выбора получена зависимость характеристики ошибок от темпа работы (рис. 15.1).
При использовании данных, приведенных на этом рисунке, необходимо иметь в виду, что не любое сокращение темпа работы повышает точность деятельности. Слишком низкий темп (малая нагрузка) так же отрицательно сказывается на точности работы, как и высокий. Очевидно, существует некоторый оптимальный с точки зрения качества деятельности темп работы, для определения которого необходимы дополнительные исследования. Так, в процессе эксперимента 100 испытуемых должны были воспроизводить на специальной карте с помощью набора определенных символов передаваемую каждому из них по телефону информацию. Оказалось, что число ошибок возрастало как при увеличении загрузки испытуемых информацией, так и при ее снижении.
При использовании данных, приведенных на этом рисунке, необходимо иметь в виду, что не любое сокращение темпа работы повышает точность деятельности. Слишком низкий темп (малая нагрузка) так же отрицательно сказывается на точности работы, как и высокий. Очевидно, существует некоторый оптимальный с точки зрения качества деятельности темп работы, для определения которого необходимы дополнительные исследования. Так, в процессе эксперимента 100 испытуемых должны были воспроизводить на специальной карте с помощью набора определенных символов передаваемую каждому из них по телефону информацию. Оказалось, что число ошибок возрастало как при увеличении загрузки испытуемых информацией, так и при ее снижении.
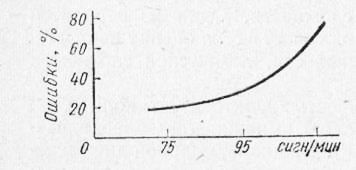
Рис. 1. Зависимость относительного числа ошибок от темпа поступления сигналов к оператору
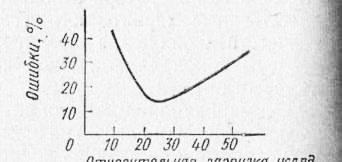
Рис. 2. Зависимость качества работы оператора от уровня его загрузки
Стереотипность следует понимать как однозначно детерминированную последовательность реакций на сигнал. Чем больше в алгоритме групп, включающих непрерывную последовательность элементов, и чем длиннее эта последовательность, тем более выражен стереотипный компонент в работе оператора.
Приведенные в настоящем параграфе количественные характеристики алгоритма являются частными мерами, отражающими различные психофизиологические свойства деятельности оператора. Предложен еще ряд аналогичных мер.
Возникает вопрос: нельзя ли получить единую интегральную характеристику психофизиологических особенностей алгоритма трудовой деятельности? Из-за многомерности свойств рабочего процесса сделать это чрезвычайно трудно. В этих условиях интегральный показатель может быть получен только путем объединения частных показателей с учетом их весовых уровней.
В современных СЧМ выполнение функций человеком возможно, как правило, различными путями, т. е. существуют разные варианты алгоритмов. Наиболее приемлемый алгоритм выбирается на основании анализа соответствия различных вариантов алгоритмов решаемой задаче и имеющейся информационной модели с учетом приведенных выше количественных показателей.
Оценка влияния конструкции рабочего места. В основу оценки должна быть положена последовательная проверка выполнения требований:
— соответствия размеров рабочего места антропометрическим данным;
— достаточности средств отображения информации и органов управления для реализации принятого алгоритма;
— соответствия параметров средств отображения информации и органов управления возможностям человека выполнять своевременно операции с требуемой точностью и надежностью;
— правильности распределения средств отображения информации и органов управления по функциональным зонам информационного и операционного полей;
— соответствия размещения средств отображения информации и органов управления алгоритму деятельности (упорядоченность размещения).
Для проведения такой оценки необходимо представить структуру деятельности в виде пространственно-временной логической последовательности отдельных технологических операций с указанием допустимой точности и потребного времени для их выполнения.
Операция считается выполнимой, если исходные сигналы воспринимаются своевременно и без ошибок, действия по ним обеспечены наличием и удобством использования необходимых органов управления, а также наличием достаточных по числу и качеству сигналов обратной связи.
После качественного анализа выполняемое всех операций алгоритма производится количественная оценка показателей качества деятельности человека-оператора на рабочем месте анализируемой конструкции.
В первую очередь оценивается безошибочность и своевременность выполнения каждой операции и алгоритма в целом. При этом исследуются ошибки, допускаемые оператором только по причинам, связанным с конструкцией рабочего места в соответствии с рекомендуемой в гл. 5 схемой анализа.
Установлено, что чем больше для данной операции имеется сигнальных раздражителей, тем труднее их дифференцирование
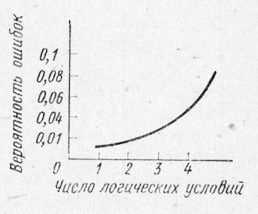
Рис. 3. Вероятность появления ошибок в выполнении операции по управлению кораблем в зависимости от количества одновременно учитываемых условий.
В процессе операторской деятельности проявляется существен • ная подчиненность времени информационного поиска конкретному мар шруту обслуживания элементов информации и органов управления, который строится на основе алгоритма деятельности. Эта подчиненности выражается в том, что в идеале траектория движения глаз оператора в процессе информационного поиска должна совпадать с маршрутом обслуживания. На практике такое совпадение возможно либо при стро
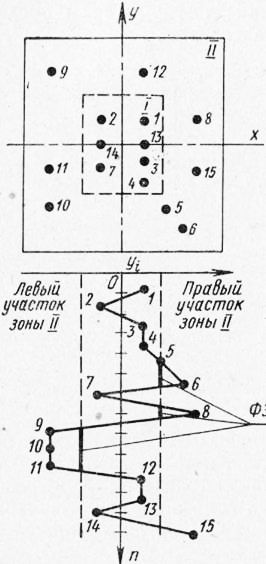
Рис. 4. Пример графического определения исходных данных для расчета степени неупорядоченности размещения элементов на пульте (группирование по уровням не показано).
го упорядоченном («горизонтальный», «вертикальный», «наклонный» ряды) размещении элементов индикации и органов управления, либо при наличии специально организованной указательной индикации типа мнемосхем. Следует отметить, что, несмотря на все достоинства мнемосхем, их реализация бывает часто затруднена из-за конкретных специфических условий труда операторов и конструктивных особенностей рабочих мест.
При эргономической оценке возникает необходимость оценить степень неупорядоченности того или иного варианта размещения элементов, индикации и органов управления, т. е. определить, какова степень отклонения маршрута обслуживания от рационального маршрута.
Методика оценки указанной неупорядоченности заключается в следующем.
1. На отдельном листе бумаги в определенном масштабе вычерчивается развернутая фронтальная проекция передней панели пульта и на ней отмечаются точки размещения элементов индикации и органов управления.
2. С учетом антропометрических характеристик «среднего» оператора в соответствии с его рабочей позой определяется точка на пульте, через которую проходит линия центрального визирования при установке наиболее оптимального угла наклона головы (0—5°) и фиксации глаз в «нулевом» положении. Через эту точку проводятся вертикальная (у) и горизонтальная (х) оси, на которых откладываются отрезки, соответствующие следующим угловым размерам*: по оси у вверх 23°, вниз 33°; по оси л: ± 31е.
Через концы отложенных отрезков проводятся прямые, образующие прямоугольники. Область, ограниченная данным прямоугольником, считается комфортной зоной с точки зрения информационного поиска и обозначается римской цифрой I.
Все остальные элементы индикации и органы управления, находяг-щиеся вне указанной области, относятся к некомфортной зоне II (элементы, находящиеся на границе зон I и II, относятся к зоне I).
3. Для каждого элемента индикации и органа управления замеряются их минимальные расстояния от осей х и у (xt и yt), которые затем откладываются с учетом знака на специальных графиках х (п) и у (п) в последовательности, предопределяемой алгоритмом работы оператора п (О-
4. На построенных графиках х in) и у (п) через точку с максимальным значением ординаты xt (или г/г) проводится прямая, параллельная оси п. Затем, аналогичным образом, проводятся линии через все последующие элементы.
Если на ту или иную прямую k попадает два или более элементов, то независимо от значения п эти элементы считаются сгруппированными по уровню k.
5. На графиках х (п) и у (п) наносятся линии, определяющие границы зон I и II.
Чтобы оценить степень отклонения маршрута обслуживания элементов индикации и органов управления от типовых закономерностей («горизонтальный ряд», «вертикальный ряд» и «наклонный ряд»), в каждой зоне необходимо произвести операции группирования — горизонтального (вертикального) и наклонного.
Величина аф выбирается из условия относительной стабильности восприятия зрительных стимулов в области трехкратного значения уг-
Ла фовеального зрения (аф = 3°), выраженного в линейных единицах с учетом удаления глаз оператора относительно плоскости пульта. Оди-ночные элементы, не вошедшие в состав групп, условно принимаются за отдельную группу.
Для проведения наклонного группирования на проекции пульта каждый элемент последовательно, начиная с первого, соединяется; прямой с очередным третьим элементом. Если при этом второй по очереди элемент будет находиться от указанной прямой на расстоянии не более величины аф, то все три элемента объединяются в наклонную группу. В данную группу должны войти также последующие элементы, составляющие непрерывный ряд и имеющие отклонение менее аф от продолжения прямой, соединяющей первый и третий элементы. Дальнейшее наклонное группирование проводится аналогичным образом, начиная с первого элемента, вышедшего за пределы аф. Если в самом начале группирования второй последующий элемент выходит за пределы «ф, то он становится исходным для проведения очередного шага наклонного группирования и т. д.
Наклонное группирование элементов производится только в пределах каждой зоны. Это означает, что наклонная группа не может содержать элементы зоны I и II одновременно.
Если в «зачетную» наклонную группу попадают элементы, входящие и в горизонтальную (вертикальную) группу, то они должны учитываться только в одной группе.
6. По результатам группирования рассчитывается первый показатель неупорядоченности в каждой зоне
7. Для учета степени случайности разброса в размещении элементов индикации и органов управления на пульте оператора вводится второй показатель, известный под названием «критерий фон Неймана».
Источник: pereosnastka.ru