
Если вы работаете постоянно, каждый день создаете хотя бы по одной программе для станка с ЧПУ, то через некоторое время обнаружите, что в вашем компьютере накопилось довольно много рабочих файлов. Практически невоз можно запомнить все технологические подробности и нюансы работы с той или иной программой. Оператор станка обязательно должен представлять, что делает конкретная УП, и обладать определенной информацией для настройки станка на работу. Например, где находится нулевая точка программы, какие режущие инструменты используются. В настоящее время эта информация сохраняется в основном двумя способами: с помощью комментариев в программе и карты наладки.
Комментарии представляют собой обычные предложения, при помощи которых программист доводит до оператора станка определенную технологическую информацию. Как правило, в комментариях содержатся следующие данные:
· дата и время создания УП;
· данные о рабочей системе координат;
· названия технологических операций.
Не могу написать программу! Что делать! Как начать писать код!
Для того чтобы ввести комментарии в УП, необходимо использовать специальные символы (знаки) программирования. В качестве таких символов для большинства СЧПУ применяются круглые скобки или точка с запятой. Перед символами комментариев не принято ставить номера кадров, если комментарии занимают кадр полностью.
У систем ЧПУ могут существовать различные ограничения на работу с комментариями. Например, некоторые стойки позволяют вводить комментарии длиной только до 32 символов.
Учтите, что существуют станки, имеющие полноразмерную клавиатуру, которая позволяет вводить комментарии прямо со стойки ЧПУ, и станки с ограниченной клавиатурой, СЧПУ которых не позволяет вводить и редактировать комментарии. Большинство СЧПУ работают с латинскими буквами, поэтому если вы будете писать комментарии на русском (при помощи ПК), то возможно, что на станке они будут нечитаемыми.
Пример УП с комментариями
(MATERIAL – ALUMINUM MM – 2024)
(T2 | FREZA | H2 | D2 | D20.0000mm | | CONTOUR. )
(T4 | SVERLO | H4 | D4 | D10.0000mm | | PECK DRILL.)
N100 G00 G17 G21 G40 G49 G80 G90
N106 M06 (FREZA 20)
N112 G00 G90 G54 X-76.761 Y-42.321 S2000 M03
N114 G43 H2 Z100.
N118 G01 Z-3. F250.
N142 M06 (SVERLO 10)
N148 G00 G90 G54 X-63.052 Y44.772 S1200 M03
N150 G43 H4 Z100.
N152 G98 G83 Z-5. R10. Q2. F45.
N154 X-40.798 Y53.25
N156 X8.213 Y47.421
N158 X52.19 Y49.806
При работе на станках с ЧПУ могут использоваться следующие виды документации: операционная карта, карта операционных эскизов, карта наладки станка, карта наладки инструмента, расчетно-технологическая карта. В настоящее время многие предприятия используют формальный подход к применению подобной стандартизованной документации, используют карту наладки произвольной формы. Исходя из этого, можно сказать, что карта наладки – документ, содержащий всю необходимую технологическую информацию для настройки станка на определенную работу, включая эскиз детали и приспособления, описание режущего инструмента, положения нулевой точки программы, режимов и времени обработки. Такая карта наладки помогает вспомнить о том, как нужно обрабатывать ту или иную деталь спустя некоторое время, когда программист и оператор станка с ЧПУ успели позабыть технологические особенности изготовления детали. Следует отметить, что комментарии в УП и карта наладки не заменяют друг друга, а используются совместно.
ПРОГРАММИРОВАНИЕ ЧПУ — #21 — G, M КОДЫ И СТРУКТУРА УП / Программирование обработки на станках с ЧПУ
Карту наладки можно создать при помощи обычного листа бумаги и карандаша. Попробуйте схематично изобразить деталь, нулевую точку и крепежные элементы. Не забудьте записать порядок операций и данные режущего инструмента. Многие CAD/САМ-системы умеют автоматически генерировать карту наладки и инструментальную карту, в которой содержатся подробные сведения о применяемом в данной УП режущем инструменте.
G- и М-коды
Программирование обработки на современных станках с ЧПУ осуществляется на языке, который обычно называют языком ИСО (ISO) 7 бит, или языком G- и М-кодов. Коды с адресом G, называемые подготовительными, определяют настройку СЧПУ на определенный вид работы. Коды с адресом М называются вспомогательными и предназначены для управления режимами работы станка.
Например, если программист хочет, чтобы инструмент перемещался по прямой линии, он использует G01. А если необходимо произвести смену инструмента, то в программе обработки он указывает М06.
Для управления многочисленными функциями станка с ЧПУ применяется довольно большое число различных кодов. Тем не менее, изучив набор основных G- и М-кодов, вы легко сможете создать управляющую программу.
В табл. 5.1 приведен список базовых кодов, которые мы подробно рассмотрим в этой и последующих главах. А в главе «Справочник G- и М-кодов» вы найдете подробное описание всех стандартных кодов и примеры их использования.
Таблица 5.1. Базовые коды программирования обработки
| Код (функция) | Назначение и пример кадра с кодом |
| Осевое перемещение | |
| G00 | Ускоренный ход – перемещение на очень высокой скорости в указанную точку G00 X10. Y20. Z25. |
| G01 | Линейная интерполяция – перемещение по прямой линии на указанной скорости подачи G01 X10. Y20. F100 |
| G02 | Круговая интерполяция – перемещение по дуге по часовой стрелке на указанной скорости подачи G02 X10. Y20. R10. F100 |
| G03 | Круговая интерполяция – перемещение по дуге против часовой стрелки на указанной скорости подачи G03 X10. Y20. R10. F100 |
| Настройка | |
| G20 | Ввод дюймовых данных G20 G00 X10. Y20 |
| G21 | Ввод метрических данных G21 G00 X10. Y20 |
| G90 | Абсолютное позиционирование – все координаты отсчитываются от постоянной нулевой точки G90 G00 X10. Y20 |
| G91 | Относительное позиционирование – все координаты отсчитываются от предыдущей позиции G91 G00 X10. Y20 |
| Обработка отверстий | |
| G81 | Цикл сверления G81 X10. Y20. Z-5. F30 |
| G82 | Цикл сверления с задержкой на дне отверстия G82 X10. Y20. Z-5. R1. P2. F30 |
| G83 | Прерывистый цикл сверления G83 X10. Y20. Z-5. Q0.25 R1. F30 |
| G85 | Цикл растачивания отверстия G85 X10. Y20. Z-5. F30 |
| Вспомогательные коды (функции) | |
| M00 | Запрограммированный останов – выполнение программы временно прекращается |
| M01 | Запрограммированный останов по выбору – выполнение программы временно прекращается, если активирован режим останова по выбору |
| М03 | Прямое вращение шпинделя – шпиндель вращается по часовой стрелке |
| М04 | Обратное вращение шпинделя – шпиндель вращается против часовой стрелки |
| М05 | Останов шпинделя |
| М06 | Автоматическая смена инструмента М06 Т02 |
| M08 | Включение подачи охлаждающей жидкости |
| M09 | Выключение подачи охлаждающей жидкости |
| M30 | Конец программы, перевод курсора к началу программы |
Структура программы
Для знакомства со структурой УП давайте взглянем более пристально на уже созданную ранее программу обработки паза (см. главу 3):
%O0001 (PAZ)N10 G21 G40 G49 G54 G80 G90N20 M06 T01 (FREZA D1)N30 G43 H01N40 M03 S1000N50 G00 X3 Y8N60 G00 Z0.5N70 G01 Z-1 F25N80 G01 X3 Y3N90 G01 X7 Y3N100 G01 X7 Y8N110 G01 Z5N120 M05N130 M30%
Управляющая программа является упорядоченным набором команд, при помощи которых определяются перемещения исполнительных органов станка и различные вспомогательные функции. Любая программа обработки состоит из некоторого количества строк, которые называются кадрами УП.
Кадр управляющей программы – составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды. Система ЧПУ считывает и выполняет программу кадр за кадром. Очень часто программист назначает каждому кадру свой номер, который расположен в начале кадра и обозначен буквой N. В нашей программе вы можете увидеть номера кадров c N10 до N130. Большинство станков с ЧПУ позволяют спокойно работать без номеров кадров, которые используются исключительно для удобства зрительного восприятия программы и поиска в ней требуемой информации. Поэтому наша программа обработки может выглядеть и следующим образом:
Программисту рекомендуется располагать номера кадров с интервалом в 5 или 10 номеров, чтобы при необходимости можно было вставить в программу дополнительные кадры.
В самом начале УП обязательно должен находиться код начала программы % и номер программы (например, О0001). Два этих первых кадра не влияют на процесс обработки, тем не менее они необходимы для того, чтобы СЧПУ могла отделить в памяти одну программу от другой. Указание номеров для таких кадров не допускается.
Кадр № 10 настраивает систему ЧПУ на определенный режим работы с последующими кадрами УП. Например, G21 означает, что станок будет работать в метрической системе, то есть перемещения исполнительных органов программируются и выполняются в миллиметрах, а не в дюймах. Иногда такие кадры называют строками безопасности, так как они позволяют перейти системе в некоторый стандартный режим работы или отменить ненужные функции.
N10 G21 G40 G49 G54 G80 G90
Следующие кадры говорят станку о необходимости подготовки к обработке. Для этого нужно поставить инструмент из магазина в шпиндель (кадр N20), активировать компенсацию длины инструмента (кадр N30) и заставить шпиндель вращаться в нужном направлении на указанной скорости (кадр N40). Также вы можете использовать символы комментариев. СЧПУ игнорирует любой текст, заключенный в круглые скобки, что позволяет, например, указать в кадре диаметр или наименование применяемой фрезы.
N20 М06 Т01 (FREZA D1)
N30 G43 Н01
N40 M03 S1000
Кадры с номерами от N50 до N110 непосредственно отвечают за обработку детали. В этой части УП содержатся коды, предназначенные для перемещения инструмента в указанные координаты. Например, кадр N80 перемещает инструмент в точку с координатами Х3, Y3 со скоростью подачи, равной 25 миллиметров в минуту.
N50 G00 Х3 Y8
N60 G00 Z0.5
N70 G01 Z-l F25
N80 G01 Х3 Y3
N90 G01X7Y3
N100 G01 Х7 Y8
N110 G01 Z0.5
Заключительные кадры предназначены для останова шпинделя (кадр N120) и завершения программы (кадр N130):
N120 М05
N130 М30
%
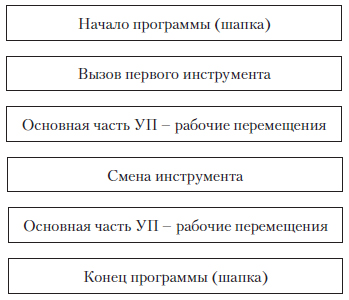
Схематично любую УП можно представить в виде следующих областей:
Слово данных, адрес и число
Управляющая программа состоит из множества различных кадров. В свою очередь, каждый кадр УП состоит из слов данных. А слово данных строится из адреса (буквы) и относящегося к нему числа. Например, адрес Y относится к оси Y, а следующее за адресом число обозначает координаты вдоль этой оси.
G01 X3 Y3 – кадр УП
G – адрес
01 – число
G01 – слово данных (G-код)
X – адрес
3 – число
X3 – слово данных
Y – адрес
3 – число
Y3 – слово данных
Не обязательно, чтобы число, относящееся к G- или М-коду, имело ведущие нули (нули перед числом), например G01, G02, G03 и т. д. Можно писать просто G1, G2, G3. Тем не менее многие программисты в силу привычки предпочитают вариант с ведущими нулями.
Учтите, что система ЧПУ работает далеко не со всеми адресами. Например, стойка Fanuc откажется воспринимать латинские буквы Е, U, V и W, если они не относятся к макропрограмме. Это не значит, что вы не сможете загрузить в память станка программу, содержащую перечисленные адреса. Загрузить ее можно, но при попытке выполнить такую программу система ЧПУ, скорее всего, выдаст сообщение об ошибке.
Источник: cyberpedia.su
Тема 1. 6 Структура УП и её формат

Описание презентации Тема 1. 6 Структура УП и её формат по слайдам
Тема 1. 6 Структура УП и её формат

• Коды (функции) с адресом G , называемые под г отовительными , определяют настройку СЧПУ на определенный вид работы. • Коды (функции) с адресом М называются вспо м огательными и предназначены для управления режимами работы станка. • Любая программа обработки состоит из некоторого количества строк, которые называются кадрами УП. • В самом начале УП обязательно должен находится код начала программы % и номер программы (например, 00001), • Немодальные коды действуют только в том кадре, в котором они находятся. А модальные коды активны до тех пор, пока их не отменят другим кодом из их функциональной группы. • Строкой безопасности называется кадр, содержащий G коды, которые переводят СЧПУ в определенный стандартный режим, отменяют ненужные функции и обеспечивают безопасную работу с управляющей программой.

КОД ISO-7 BIT




СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ G и М коды Программирование обработки на современных станках с ЧПУ осуществляется на языке, который обычно называют языком ИСО ( ISO ) 7 бит или языком G и М кодов. Коды с адресом G , называемые подготовительными, определяют настройку СЧПУ на определенный вид работы.
Коды с адресом М называются вспомогательными и предназначены для управления режимами работы станка. Например, если программист хочет, чтобы инструмент перемещался по прямой линии, он использует G 01. А если необходимо произвести смену инструмента, то в программе обработки он указывает М 06. Для управления многочисленными функциями станка с ЧПУ применяется довольно большое число различных кодов. Тем не менее, изучив набор основных G и М кодов, вы легко сможете создать управляющую программу.






Управляющая программа является упорядоченным набором команд при помощи которых определяются перемещения исполнительных органов станка и различные вспомогательные функции. Любая программа обработки состоит из некоторого количества строк. которые называются кадрами УП, Кадр управляющей программы — составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды. Система ЧПУ считывает и выполняет программ кадр за кадром, Очень часто программист назначает каждому кадру свой номер, который расположен в начале кадра и обозначен буквой N. Большинство станков с ЧПУ позволяет спокойно работать без номеров кадров, которые используются исключительно для удобства зрительного восприятия программы и поиска в ней требуемой информации

Схематично любую УП можно представить в виде следующих областей

Программисту рекомендуется располагать номера кадров с интервалом в 5 или 10 номеров, чтобы при необходимости можно было вставить в программу дополнительные кадры. В самом начале УП обязательно должен находится код начала программы % и номер программы (например, 00001). Два этих первых кадра не влияют на процесс обработки, тем не менее они необходимы. для того чтобы СЧПУ могла отделить в памяти одну программу от другой, Указание номеров для таких кадров не допускается.

Управляющая программа состоит из множества различных кадров. В свою очередь, каждый кадр УП состоит из слов данных. А слово данных строится из адреса (буквы) и относящегося к нему числа Например, адрес Y относится к оси Y , а следующее за адресом число обозначает координаты вдоль этой оси.
Не обязательно чтобы число, относящееся к G или М коду, имело ведущие нули (нули перед числом), например G 01, G 02, G 03 и т. д, Можно писать просто G 1, G 2, G 3. Тем не менее, многие программисты в силу привычки предпочитают вариант с ведущими нулями. Учтите, что система ЧПУ работает далеко не со всеми адресами, Например, стойка Fanuc откажется воспринимать латинские буквы E. U , V , W если они не относятся к микропрограмме. Эго не значит, что вы не сможете загрузить в память станка программу, содержащую перечисленные адреса, Загрузить ее можно, но при попытке выполнить такую программу система ЧПУ, скорее всего, выдаст сообщение об ошибке.

Модальные и немодальные коды Все станочные коды можно разделить на два класса, в зависимости от их способности сохраняться в памяти СЧПУ. Немодальные коды действуют только в том кадре, в котором они находятся. Модальные коды, напротив, могут действовать бесконечно долго, пока их не отменят другим кодом.
Выделяют несколько групп кодов, в зависимости от функции, которую они выполняют . Два модальных кода из одной группы не могут быть активными в одно и то же время. Например, G 02 и G 03 находятся в группе кодов осевых перемещений, и вы не можете применять оба этих кода сразу. Один из этих кодов обязательно отменит действие другого.
Это как попытаться ехать на автомобиле одновременно и вправо и влево. Однако вы можете одновременно использовать коды из разных функциональных групп. Например, в одном кадре можно написать G 02 и G 90. Особенностью модальных кодов является то, что не нужно вводить активный код в последующие кадры. Например, код G 01 используется для перемещения инструмента по прямой линии.
Если нам необходимо совершить множество прямых перемещений, то не обязательно в каждом последующем кадре писать G 01. Для отмены кода G 01 необходимо применить один из кодов той же самой функциональной группы (GOO, 602 или G 03). Большинство из G кодов являются модальными. Программист должен знать, к какой группе и к какому классу принадлежит тот или иной код.
Хотя М коды обычно не делят на модальные и немодальные, однако этот термин все же можно применить и к ним. Например, можно выделить группу М кодов отвечающих за подачу охлаждающей жидкости (М 07, М 08, М 09) или за вращение шпинделя (М 03, М 04, M 05). Тем не менее, большинство М кодов нужно рассматривать как немодальные. Некоторые стойки ЧПУ допускают программирование только одного М кода в кадре.
Источник: present5.com