
Для выполнения обработки на станке с ЧПУ необходимо иметь управляющую программу на данную обработку. Управляющая программа по стандарту РФ определена как «совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки» (ГОСТ 20523-80). Другими словами, управляющая программа для станка с ЧПУ представляет собой совокупность элементарных команд, определяющую последовательность и характер перемещений и действий исполнительных органов станка при обработке конкретной заготовки. При этом вид и состав элементарных команд зависит от типа системы ЧПУ станка и языка программирования, принятого для данной системы.
По мере развития станков с ЧПУ было разработано несколько языков программирования для составления управляющих программ. В настоящее время наибольшее распространение получил универсальный международный язык программирования ИСО-7бит, который иногда еще называют CNC-кодом или G-кодом. В нашей стране действует также специальный государственный стандарт России ГОСТ 20999-83 «Устройства числового программного управления для металлообрабатывающего оборудования. Кодирование информации управляющих программ». Современные международные и отечественные требования к управляющим программам станков с ЧПУ в основном соответствуют друг другу.
G02 и G03. Круговая и винтовая интерполяция. Создание управляющей программы для ЧПУ #cnc
Код языка программирования ИСО-7бит относится к буквенно-цифровым кодам, в котором команды управляющей программы записываются в виде специальных слов, каждое из которых представляет собой комбинацию буквы и числа.
Слово является базовым элементом текста управляющей программы. Слово представляет собой комбинацию прописной буквы латинского алфавита и некоторого числового значения, в качестве которого может использоваться либо целое двузначное или трехзначное число, либо десятичная дробь, целая и дробная части которой могут отделяться как запятой, так и точкой. В некоторых случаях в слове кроме буквы и числа могут использоваться и другие текстовые символы; например, между буквой и числом при необходимости может находиться математический знак «+» или «–». Буквенная составляющая слова в теории ЧПУ называется адресом, потому что она определяет «назначение следующих за ним данных, содержащихся в этом слове» (ГОСТ 20523-80).
Примеры записи слов:
Системы ЧПУ разных производителей имеют свои индивидуальные особенности в отношении буквенных символов, применяемых при составлении управляющих программ. Они во многом различаются как по перечню букв, так и по смысловому назначению команд. Стандарт РФ ГОСТ 20999-83 дает следующие определения значениям буквенных символов (см. табл. 1.2).
Таблица 1.2.
| Символ | Назначение | Применение |
| N | Номер кадра | Порядковый номер кадра. |
| G | Подготовительные функции и технологические циклы | Команды на вид и условия перемещения исполнительных органов станка. |
| M | Вспомогательные функции | Команды, определяющие условия работы механизмов станка, например, включение и выключение шпинделя или программируемый останов выполнения программы. |
| X | Функция прямолинейного перемещения по оси X | Задание координаты конечной точки или величины перемещения исполнительного органа станка вдоль оси X. |
| Y | Функция прямолинейного перемещения по оси Y | Задание координаты конечной точки или величины перемещения исполнительного органа станка вдоль оси Y. |
| Z | Функция прямолинейного перемещения по оси Z | Задание координаты конечной точки или величины перемещения исполнительного органа станка вдоль оси Z. |
| A | Функция кругового перемещения вокруг оси X | Задание координаты конечной точки или величины кругового перемещения исполнительного органа станка вокруг оси X. Символ применяется только при наличии у станка независимо перемещаемого вокруг оси X исполнительного органа. |
| B | Функция кругового перемещения вокруг оси Y | Задание координаты конечной точки или величины кругового перемещения исполнительного органа станка вокруг оси Y. Символ применяется только при наличии у станка независимо перемещаемого вокруг оси Y исполнительного органа. |
| C | Функция кругового перемещения вокруг оси Z | Задание координаты конечной точки или величины кругового перемещения исполнительного органа станка вокруг оси Z. Символ применяется только при наличии у станка независимо перемещаемого вокруг оси Z исполнительного органа. |
| U | Функция прямолинейного перемещения параллельно оси X | Задание конечной точки, определяющей перемещение исполнительного органа станка параллельно оси X. Символ применяется только при наличии у станка второго независимо перемещаемого вдоль оси X исполнительного органа. |
| V | Функция прямолинейного перемещения параллельно оси Y | Задание координаты конечной точки или величины перемещения исполнительного органа станка параллельно оси Y. Символ применяется только при наличии у станка второго независимо перемещаемого вдоль оси Y исполнительного органа. |
| W | Функция прямолинейного перемещения параллельно оси Y | Задание координаты конечной точки или величины перемещения исполнительного органа станка параллельно оси Z. Символ применяется только при наличии у станка второго независимо перемещаемого вдоль оси Z исполнительного органа. |
| P | Функция прямолинейного перемещения параллельно оси X | Задание координаты конечной точки или величины перемещения исполнительного органа станка параллельно оси X. Символ применяется только при наличии у станка третьего независимо перемещаемого вдоль оси X исполнительного органа. |
| Q | Функция прямолинейного перемещения параллельно оси Y | Задание координаты конечной точки или величины перемещения исполнительного органа станка параллельно оси Y. Символ применяется только при наличии у станка третьего независимо перемещаемого вдоль оси Y исполнительного органа. |
| R | Функция прямолинейного перемещения параллельно оси Z | Задание координаты конечной точки или величины перемещения исполнительного органа станка параллельно оси Z. Символ применяется только при наличии у станка третьего независимо перемещаемого вдоль оси Z исполнительного органа. |
| F | Функция подачи | Задание скорости результирующего прямолинейного перемещения инструмента относительно заготовки. |
| E | Функция подачи | Задание скорости результирующего прямолинейного перемещения инструмента относительно заготовки. Символ применяется только при наличии у станка второй автономной шпиндельной головки. |
| I | Функция интерполяции по оси X | Задание интерполяции перемещения исполнительного органа станка или шага резьбы вдоль оси X. |
| J | Функция интерполяции по оси Y | Задание интерполяции перемещения исполнительного органа станка или шага резьбы вдоль оси Y. |
| K | Функция интерполяции по оси Z | Задание интерполяции перемещения исполнительного органа станка или шага резьбы вдоль оси Z. |
| T | Функция смены инструмента | Задание команды на автоматическую установку в рабочую позицию сменного инструмента под определенным номером. Символ применяется только при наличии у станка устройства автоматической смены инструмента. |
| D | Функция смены инструмента | Задание команды на автоматическую установку в рабочую позицию сменного инструмента под определенным номером. Символ применяется только при наличии у станка второго устройства автоматической смены инструмента. |
| S | Функция главного движения | Задание скорости вращения вала шпинделя, если она регулируется программным способом. |
Буквы, используемые в качестве символов управляющих программах, выбраны не случайным образом. Большинство из них представляют собой начальные буквы соответствующих терминов на английском языке. Например, в качестве символа величины контурной скорости подачи выбрана буква «F» – первая буква английского слова feed («подача»), в качестве символа скорости вращения шпинделя — буква «S» — первая буква английского слова speed («скорость»), в качестве символа номера инструмента – буква «T» — первая буква английского слова tool («инструмент»).
ОБУЧЕНИЕ ЧПУ — УРОК 12 — СОЗДАНИЕ УП НА ПК / Программирование станков с ЧПУ и работа в CAD/CAM
В качестве числовой составляющей слов с буквенными символами G и М может использоваться только целое двузначное или трехзначное число. Десятичная дробь в словах с символами G и М использоваться не может, в отличие от слов с другими буквенными символами.
Если числовая составляющая слова представляет собой десятичную дробь, в конце дробной части которой содержатся нули, то для упрощения записи и чтения программ незначащие нули дробной части в большинстве систем ЧПУ отбрасываются. Иными словами, в управляющей программе не принято записывать, например, числа 4,100 или 3,120, а принято писать 4,1 или 3,12.
Приведенные в таблице буквенные символы являются не обязательными, а только рекомендуемыми для языков программирования. Если символы A, B, C, D, E, P, Q, R, U, V и W не используются для управления станком по прямому назначению, то они могут применяться для программирования каких-то специальных функций, присущих данной системе ЧПУ.
Кадр представляет собой следующий в иерархии после слова элемент текста управляющей программы. Каждый кадр состоит из одного или нескольких слов, расположенных в определенном порядке, которые воспринимаются системой ЧПУ как единое целое и содержат как минимум одну команду. Отличительным признаком кадров как совокупности слов является то, что в них содержится вся геометрическая, технологическая и вспомогательная информация, необходимая для выполнения рабочих или подготовительных действий исполнительных органов станка. Рабочее действие в данном случае означает обработку заготовки за счет однократного перемещения инструмента по одной элементарной траектории (прямолинейное перемещение, перемещение по дуге и т. п.), а подготовительное действие – действие исполнительных органов станка для выполнения или завершения рабочего действия.
Пример записи кадра: N125 G01 Z-2.7 F30.
Структура кадров управляющей программы
Программоноситель может содержать одну или несколько УП.
Начало управляющей информации обозначается на перфоленте сочетанием символов % и ПС, между которыми может быть помещен номер УП.
Символ ПС означает конец участка управляющей информации (кадра) и одновременно служит командой на перевод строки при распечатке текста программоносителя.
Символы () используются для записи информации оператору станка и могут быть помещены в любое место перфоленты.
Эти символы соответствуют функциям «Управление выключено» и «Управление включено», поэтому записанная между ними информация не воспринимается УЧПУ.
Внутри скобок не допускается запись символов % и: которые при перемотке перфоленты могут привести к ложному останову.
Структура управляющей программы
При построении УП в коде ISO – 7 bit в последовательности кадров программы записывается только та геометрическая, технологическая и вспомогательная информация, которая изменяется по отношению к предыдущему кадру, т.е. записанная в данном кадре команда не повторяется в последующих кадрах и отменяется лишь другой командой из этой группы или специальной командой отмены, отменяющей все команды данной группы.
Каждая УП должна начинаться символом % — «Начало программы», после которого должен стоять символ LF – «конец кадра».
Кадр с символом % не нумеруется. Нумерация кадров программы начинается с последующего кадра.
Любая группа символов, не подлежащая отработке на станке, должна быть заключена в круглые скобки (кроме символов % и:).
Например, группа символов, заключенная в скобки, может быть выведена на дисплей и служить в качестве указаний оператору.
Если необходимо обозначать УП, это обозначение должно находиться непосредственно за символом % («начало программы») перед символом LF («конец кадра»), например, % 012 LF, т.е. программа с условным номером двенадцать.
Для обозначения физического начала носителя данных (например, перфоленты) при размещении на этом носителе нескольких УП перед символом % («начало программы») первой программы допускается записывать еще один символ %, например: % % 001 LF.
УП должна заканчиваться символом «конец программы» или «конец информации». Информация, помещенная после этого символа, не должна восприниматься УЧПУ.
Перед символом «начало программы» и после символа «конец программы» или «конец информации» на перфоленте рекомендуется оставлять участки с символом NUL («пусто»).
Структура кадров управляющей программы
К структуре кадра предъявляются следующие требования:
1. Каждый кадр должен содержать слово «номер кадра». Далее – информационные слова или слово. Завершается кадр символом LF, использование которого, как правило, обязательно.
2. Информационные слова в кадре рекомендуется записывать в определенной последовательности:
а) слово «подготовительная функция»;
б) слова «размерные перемещения», которые рекомендуется записывать в последовательности символов: X, Y, Z, U, V, W, P, Q, R, A, B, C;
в) слова «параметр интерполяции или шаг резьбы»: I, J, K;
г) слово «функция подачи», которое относится только к определенной оси и должно следовать непосредственно за словом «размерное перемещение» по этой оси. Слово «функция подачи», относящееся к двум и более осям, должно следовать за последующим словом «размерное перемещение», к которому оно относится;
д) слово «функция главного движения»;
е) слово «вспомогательная функция».
3. В пределах одного кадра не должны повторяться слова «размерные перемещения» и «параметр интерполяции или шаг резьбы».
4. В пределах одного кадра не должны использоваться слова «подготовительная функция», входящие в одну группу.
5. После символа «главный кадр» в кадре должна быть записана вся информация, необходимая для начала или возобновления обработки. В этом случае символ «главный кадр» должен записываться вместо символа N в качестве адреса в слове «номер кадра». Символ «главный кадр» может быть использован для останова в нужном месте при перемотке носителя данных.
6. При реализации режима «пропуск кадра» (например, для осуществления наладочных переходов при наладке станка и исключения этих переходов после окончания наладки) перед словом «номер кадра» и символом «главный кадр»должен записываться символ / («пропуск кадра»).
Источник: poisk-ru.ru
4.1.1. Структура кадра управляющей программы
Информация рабочего кадра управляющей программы носит обобщенный характер, т. е. задает или координаты конечной точки траектории (при абсолютной системе отсчета), или расстояние, которое должен пройти исполнительный орган (при относительной системе отсчета).
При этом в кадре не присутствует информация о том, как осуществить заданное перемещение, т. е. как УЧПУ должно управлять приводами подач для обеспечения заданной траектории перемещения. Так как система координат станков с ЧПУ прямоугольная и направляющие станков расположены параллельно осям координат, то запрограммировать и отработать с помощью приводов криволинейную (или наклонную к осям координат) траекторию обычными средствами не представляется возможным.
Пусть требуется переместить исполнительный орган из точки О в точку В по прямой (рис. 4.3). Рассмотрим перемещение точки А, принадлежащей траектории, в точку А’. Как сказано выше, расположение направляющих станка и соответственно приводов позволяет осуществить перемещение исполнительного органа только параллельно осям OX и OY.
Перемещение точки А в точку А’ можно представить как вектор АА’, т.е. сумму векторов аx и аy или аx’ и ay’. Такие перемещения легко осуществляются с помощью приводов, но действительная траектория перемещения исполнительного органа получается ступенчатой.
Величины ступеней аx и аy будут определять отклонение фактической поверхности обработки от теоретической. Величина, определенная минимальным перемещением или углом поворота исполнительного органа, которая может быть отработана станком и проконтролирована в процессе управления, называется дискретностью.
Другими словами можно сказать: перемещение исполнительного органа при выдаче одного управляющего импульса на привод. Как правило, дискретность линейных перемещений исполнительного органа на станках с ЧПУ составляет 0,01 мм. На токарных станках с ЧПУ дискретность перемещения вдоль оси OX (поперечная подача) составляет 0,005 мм.
Вычислительную процедуру устройства ЧПУ, обеспечивающую переход от укрупненного описания заданного перемещения к оперативным командам в функции времени для исполнительных приводов, называют интерполяцией. Интерполятор выполняет разбивку траектории на такие элементарные (дискретные) перемещения по определенным законам и выдает соответствующие команды в узлы управления приводами.
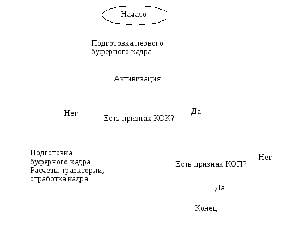 Рис. 4.2. Алгоритм работы УЧПУ в автоматическом цикле
Рис. 4.2. Алгоритм работы УЧПУ в автоматическом цикле 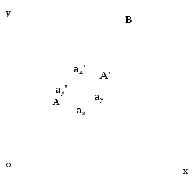 Рис. 4.3. Иллюстрация интерполяции Существуют линейные и круговые интерполяторы.
Рис. 4.3. Иллюстрация интерполяции Существуют линейные и круговые интерполяторы.
Линейные интерполяторы осуществляют расчет прямолинейной траектории, круговые – дуг окружностей. В ранних моделях УЧПУ (классы NC и SNC) интерполяторы представляли собой электронный блок УЧПУ, алгоритм функционирования которого обеспечивался электронной схемой и поэтому не мог быть изменен. В микропроцессорных УЧПУ интерполятор представляет собой подпрограмму микропроцессора, находящуюся в ППЗУ, которая может быть изменена, а следовательно может быть изменен алгоритм работы интерполятора.
Источник: studfile.net