

Перед выполнением печати на 3D-принтере модель необходимо преобразить в G-code. Сделать это можно с помощью специального ПО. Cura является одним из представителей подобного софта, о нем и пойдет речь в статье. Сегодня мы подробно разберем функциональность данной программы, поговорим о ее преимуществах и недостатках.
Выбор принтера
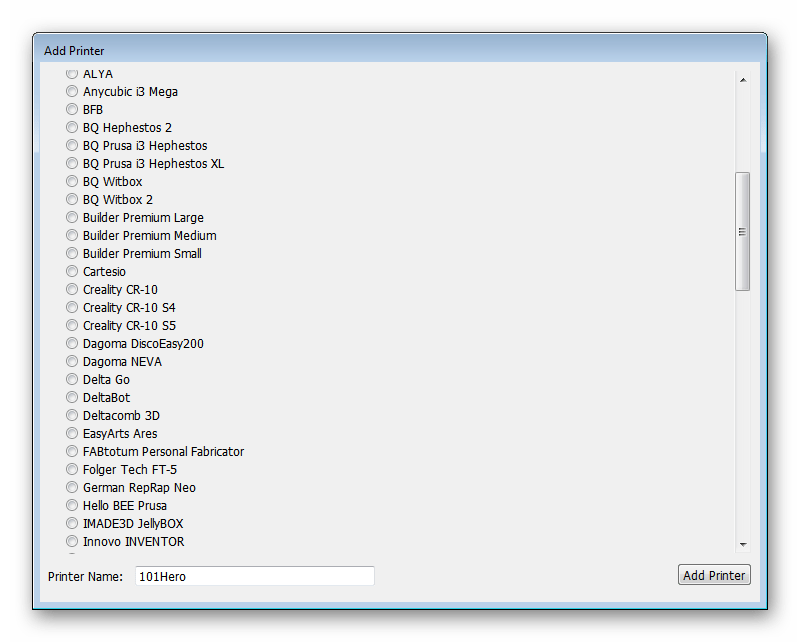
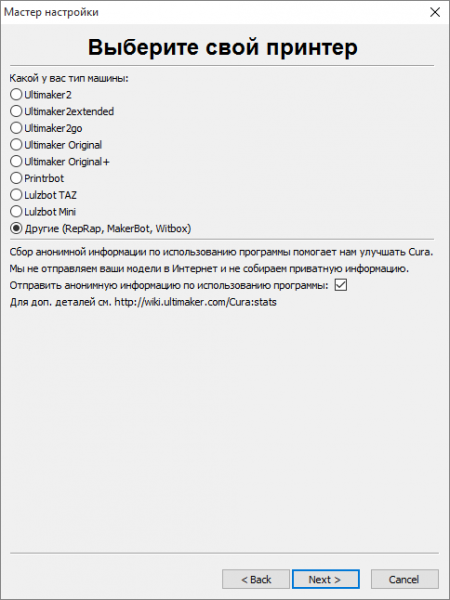
Каждое устройство для печати имеет разные характеристики, что и позволяет работать со многими материалами или обрабатывать сложные модели. Поэтому важно, чтобы созданный код был заточен под работу с определенным принтером. Во время первого запуска Cura вам предлагают выбрать используемое устройство из списка. К нему уже применены нужные параметры и выставлены все настройки, что освобождает от выполнения лишних манипуляций.
Всё о настройках 3d печати. Как подобрать параметры в Cura?
Параметры принтера
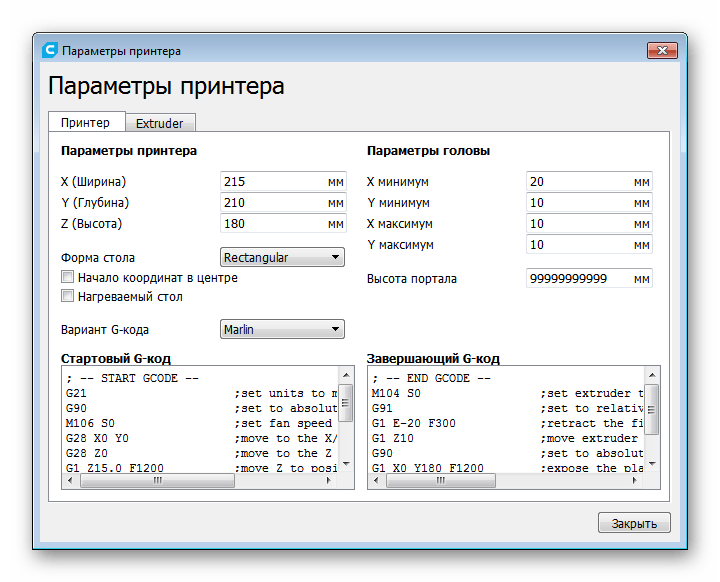
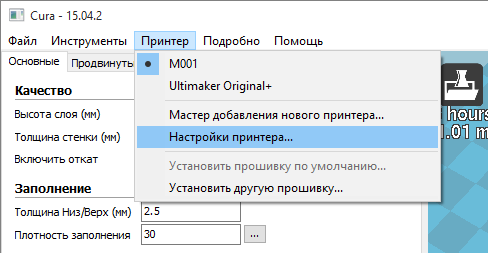
Выше мы рассказали о выборе принтера во время начала работы с программой, однако иногда требуется установка конфигурации устройства вручную. Сделать это можно в окне «Параметры принтера». Здесь устанавливаются габариты, выбирается форма стола и вариант G-кода. В двух отдельных таблицах доступен к просмотру стандартный и завершающий вид кода.
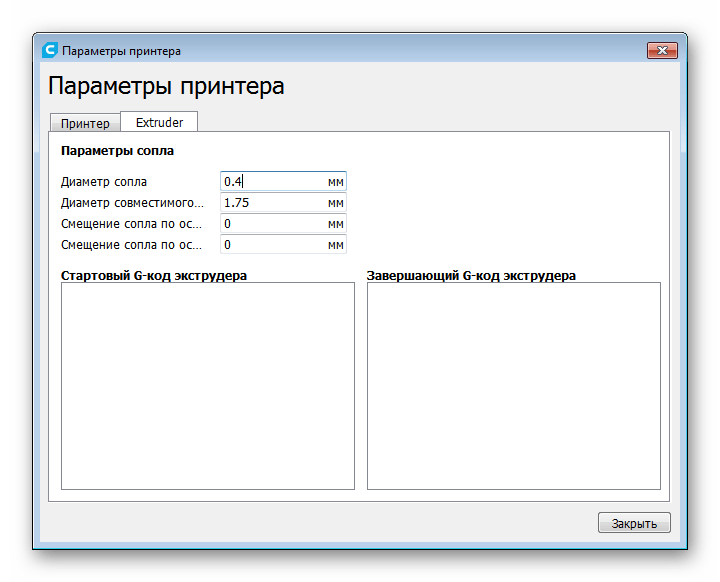
Обратите внимание на соседнюю вкладку «Extruder», которая находится в этом же окне с настройками. Перейдите в нее, если требуется задать индивидуальную конфигурацию сопла. Иногда под экструдер также подбирается код, поэтому отображаться он будет в похожих таблицах, как это было в предыдущей вкладке.
Выбор материалов
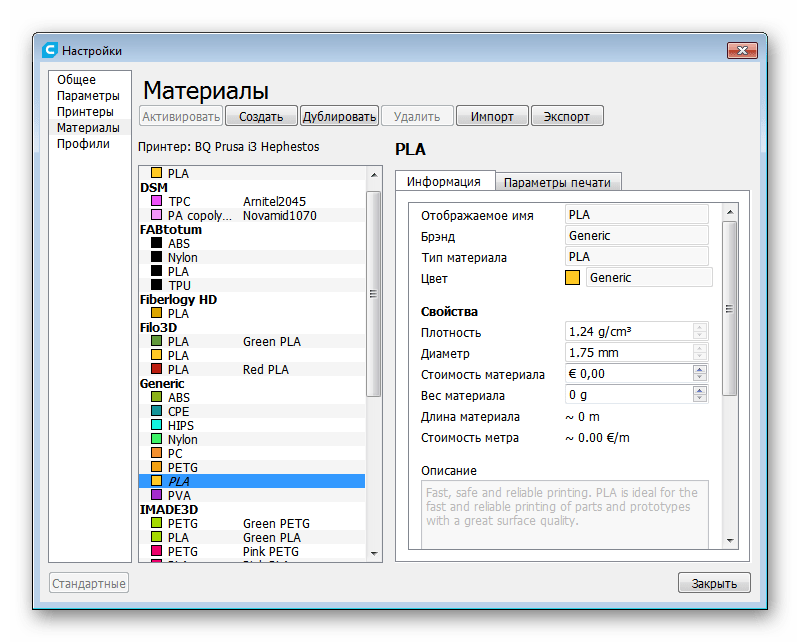
В проектах для 3D-печати используются самые различные материалы, поддерживаемые принтером. G-код создается с учетом и выбранных материалов в том числе, поэтому важно задать требуемые параметры еще до осуществления нарезки. В отдельном окне отображаются поддерживаемые материалы и указывается общая информация о них. Вам доступны все функции редактирования данного списка – архивация, добавление новых строк, экспорт или импорт.
Работа с загруженной моделью
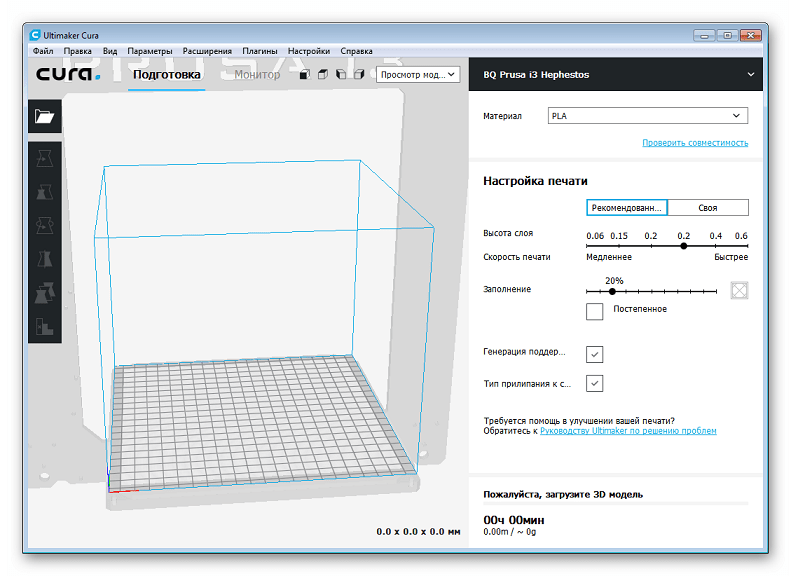
Перед началом нарезки важно не только выполнить правильную настройку устройств, но и осуществить предварительные работы с моделью. В главном окне программы вы можете загрузить необходимый файл поддерживаемого формата и сразу же перейти к работе с объектом в отдельно выделенной области. В ней находится небольшая панель инструментов, отвечающих за масштабирование, перемещение и редактирование параметров модели.
4 Установка и настройка ПО Ultimaker Cura
Встраиваемые плагины
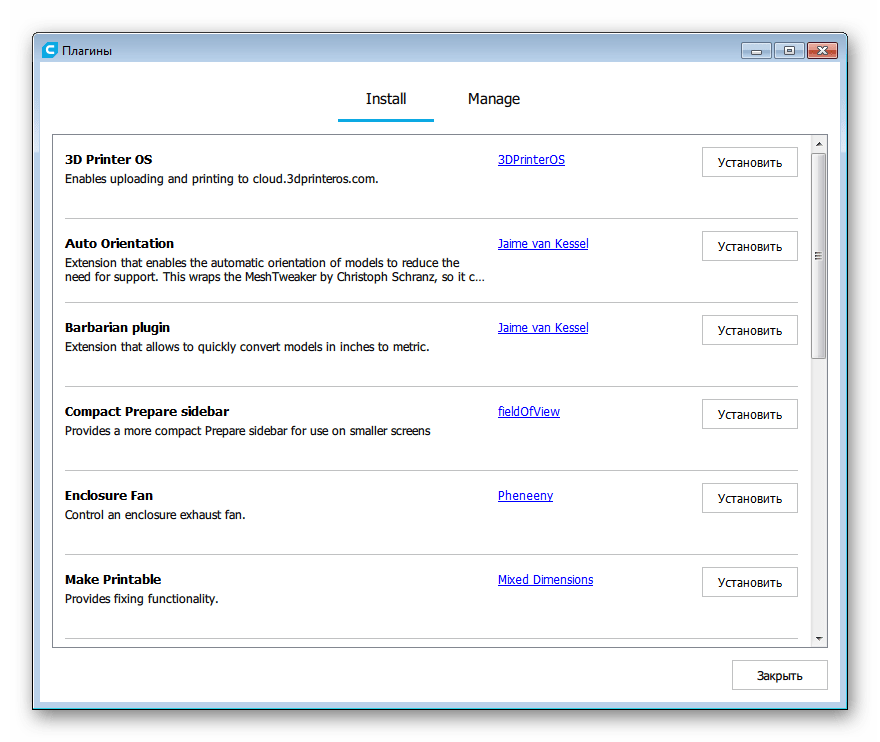
Cura обладает набором встраиваемых дополнений, благодаря которым в нее добавляются новые функции, требуемые для печати определенных проектов. В отдельное окно выведен весь список поддерживаемых плагинов с кратким описанием каждого. Вам достаточно найти подходящий и выполнить его установку прямо из этого меню.
Подготовка к нарезке
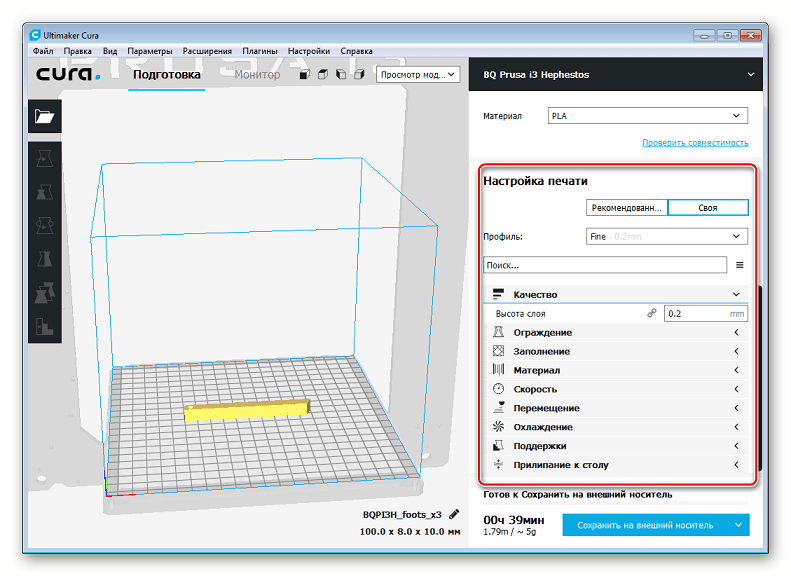
Важнейшей функцией рассматриваемой программы является преобразование 3D-модели в понятный принтеру код. Именно при помощи этих инструкций и выполняется печать. Перед началом нарезки обратите внимание на рекомендованные настройки. Разработчики вывели все важное в одну вкладку. Однако на этом не всегда заканчивается редактирование параметров.
В Cura есть вкладка «Своя», где вы можете вручную выставить необходимую конфигурацию и сохранить неограниченное количество профилей, чтобы в будущем быстро переключаться между ними.
Редактирование G-кода
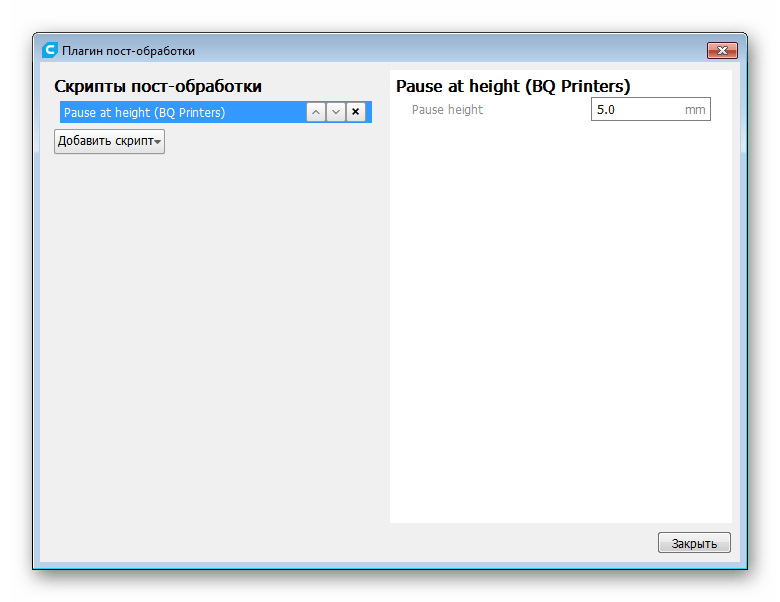
Cura позволяет редактировать уже созданную инструкцию, если в ней обнаружены неполадки или конфигурация была задана не совсем точно. В отдельном окне вы не только можете изменить код, также здесь доступно добавление скриптов пост-обработки и детальное редактирование их параметров.
Достоинства
- Cura распространяется бесплатно;
- Добавлен русский язык интерфейса;
- Поддержка большинства моделей принтеров;
- Возможность установки дополнительных плагинов.
Недостатки
- Поддерживается только на 64-х разрядных ОС;
- Нельзя редактировать модель;
- Отсутствует встроенный помощник настройки устройств.
Когда требуется выполнить преобразование трехмерной модели в инструкции для принтера, стоит прибегнуть к использованию специальных программ. В нашей статье вы могли подробно ознакомиться с Cura – многофункциональным инструментом по нарезке 3D-объектов. Мы постарались рассказать обо всех основных возможностях данного софта. Надеемся, что обзор был полезен вам.
Источник: lumpics.ru
Установка и первый запуск Cura
Программа Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.
После того, как Вы установили программу Cura приступаем к настройке программы.
Выбираем из списка свой 3D принтер

Устанавливаем габариты области печати

Настройка параметров печати
Вкладка «Основные» настройки

Качество печати
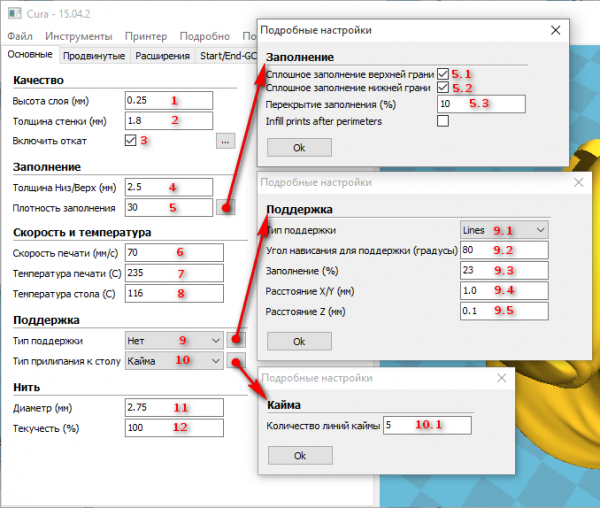
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% — будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке «Продвинутые».
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115 0 C. Для PLA 70 0 C на каптоновом скотче и 0 0 С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
- Нет – не использовать поддержку.
- От поверхности – поддержка по минимуму.
- Везде – поддержка по максимуму.
10 – Тип усиления адгезии (прилипания) к столу:
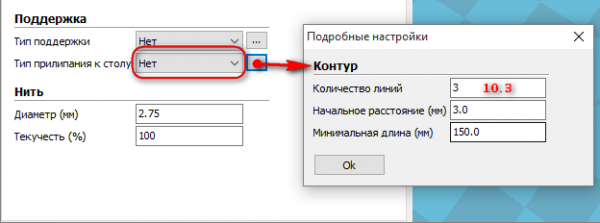
- Нет – ничего. Только круги вокруг детали
- Кайма – увеличение площади детали для лучшего сцепления со столом и защиты от отлипания углов. Настраивается во вкладке «Продвинутые».
- Подложка – решётчатая многослойная подложка под деталь. Используется для деталей с маленькой площадью соприкосновения со столом. Настраивается во вкладке «Продвинутые».
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке — нужно увеличить, если деталь превращается в месиво — нужно уменьшать.
Вкладка «Продвинутые» настройки

Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить — нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями — нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 — Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
Дополнительные настройки печати
Включение дополнительных настроек
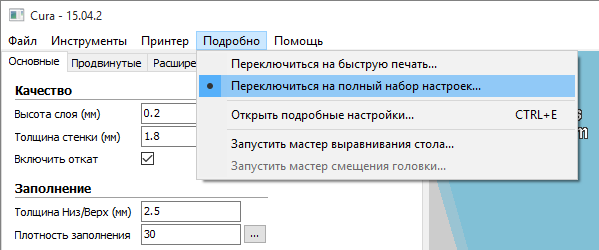
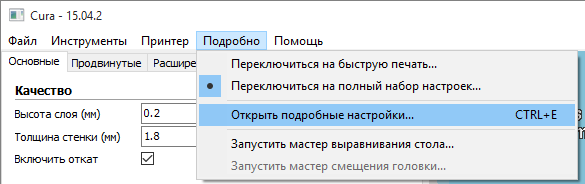
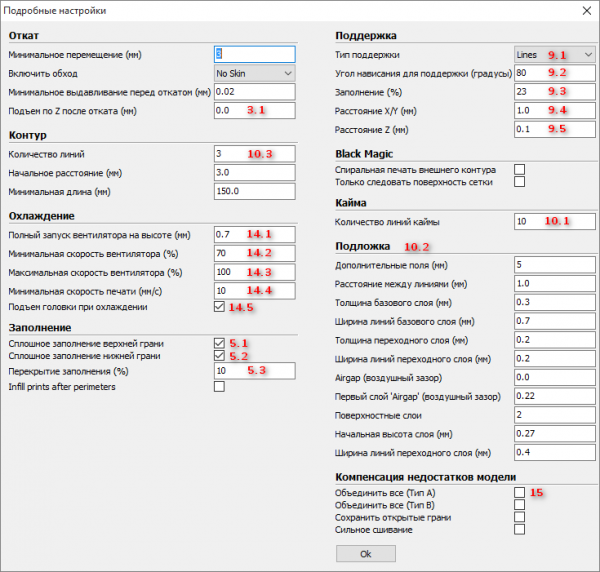
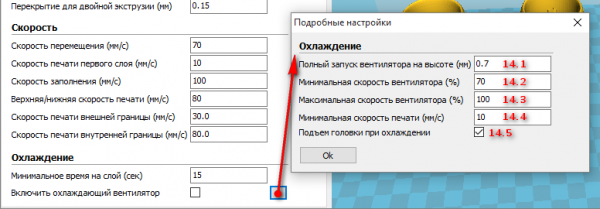
Подробные настройки
Эти же настройки появляются в мини меню вкладки «Продвинутые»
Ретракт — всасывание нити пластика
3.1 — Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
Контур (Юбка, Skirt) — выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 — Количество колец выдавливания пластика вокруг детали.
Охлаждение детали
14.1 — На какой высоте включать охлаждение детали.
14.2 — Минимальная скорость вентилятора охлаждения.
14.3 — Максимальная скорость вентилятора.
14.4 — Ограничение минимальной скорости укладки нити.
14.5 — Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройкиОхлаждениеМинимальное время на слой (сек.).
Заливка
5.1 — Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 — Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 — Структура поддержек:
Grid — решётка, Lines — линии. Легче удаляется.
9.2 — Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 — Плотность структуры поддержек, в процентах.
9.4 — Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 — Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) — Увеличение площади соприкосновения детали и стола
10.1 — Ширина поля, в линиях нити.
Подложка (Raft) — нужен для печати деталей с маленькой площадью касания со столом
10.2 — Настройка параметров Raft
Исправление ошибок 3D модели
15 — Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке «Основные» повторяют настройки из «Подробные» настройки
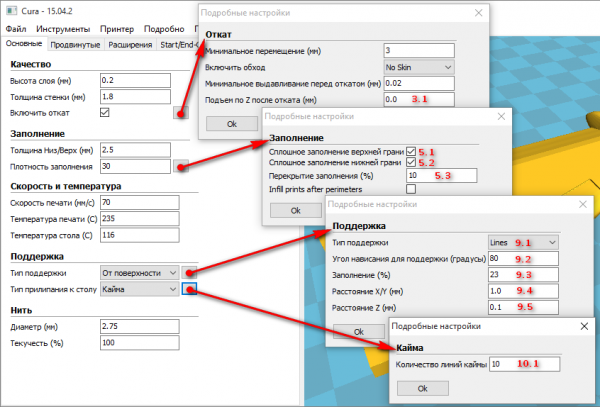
Дополнительная меню на вкладке «Продвинутые» повторяет настройки из «Подробных настроек»
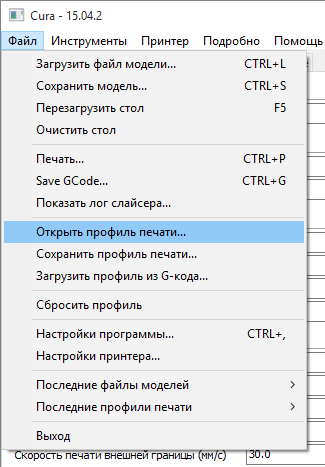
Сохранение настроек в файл и восстановление
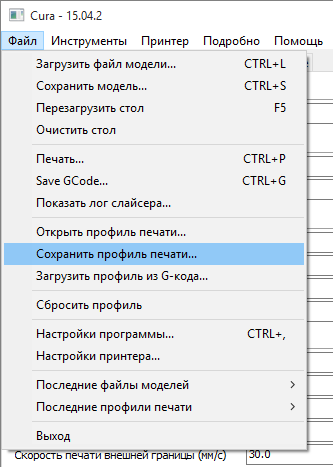
Манипуляции на рабочем столе
Окно рабочего стола
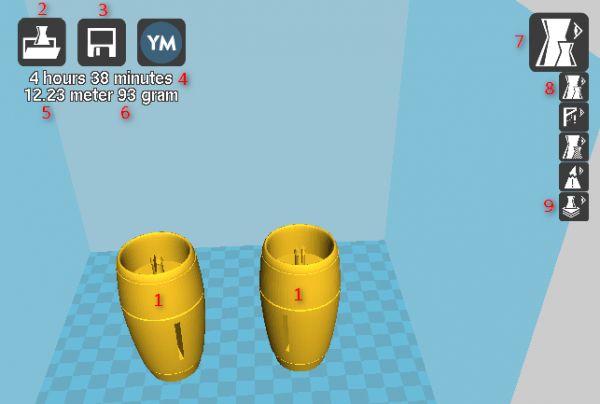
1 — Вид детали на рабочем столе.
2 — Загрузка файла и добавление 3D модели на рабочий стол.
3 — Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 — Расчётное время печати детали.
5 — Расчётная длина прутка для этой детали.
6 — Расчётный вес детали со всеми дополнительными структурами.
7 — Варианты просмотра детали.
8 — Просмотр загруженной 3D модели детали.
9 — Послойный просмотр детали со всеми дополнительными структурами.

1 — Послойный просмотр детали со всеми дополнительными структурами.
2 — Общее количество слоёв детали.
3 — Просматриваемый слой.
4 — Внутренняя структура заполнения.
5 — Структура поддержек.
6 — Внешний вид юбки, со всеми настройками.
Поворот детали по осям
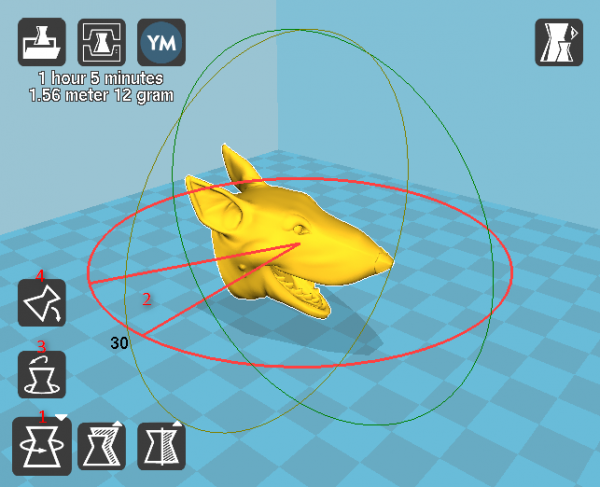
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 — Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 — Отображается угол поворота.
3 — Сброс в исходное положение.
4 — Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали
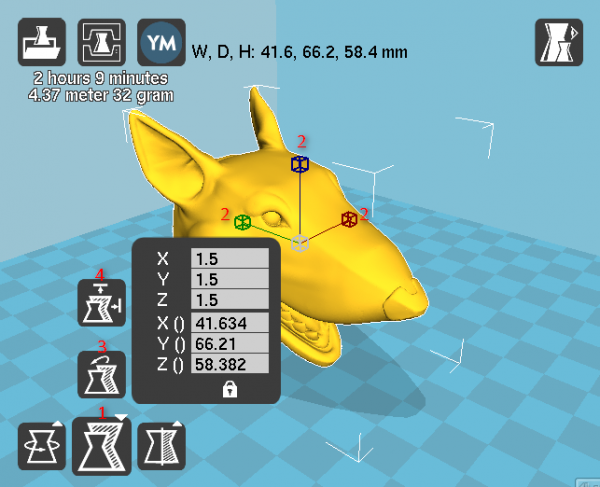
1 — Пиктограмма изменения габаритов.
2 — Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 — Сброс изменений.
4 — Максимальные габариты.
Отражение детали в плоскостях

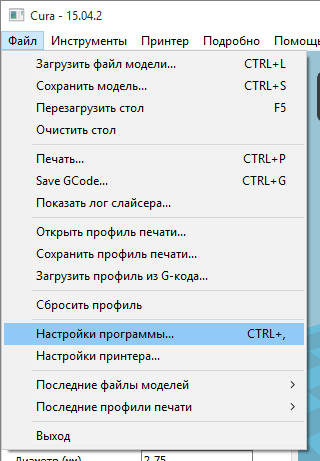
Перед печатью
Входим в настройки
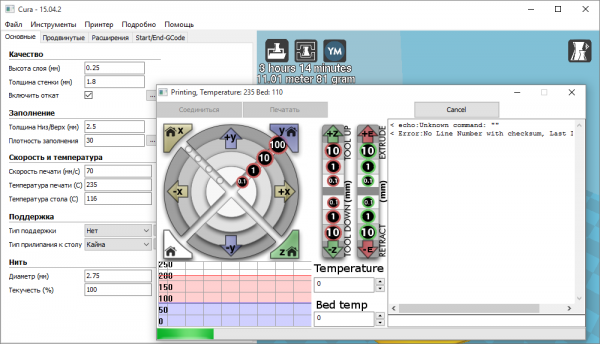
Изменяем вид интерфейса

Интерфейс программы Cura в стиле программы Pronterface, во время печати.
Изменяем стартовый G-код
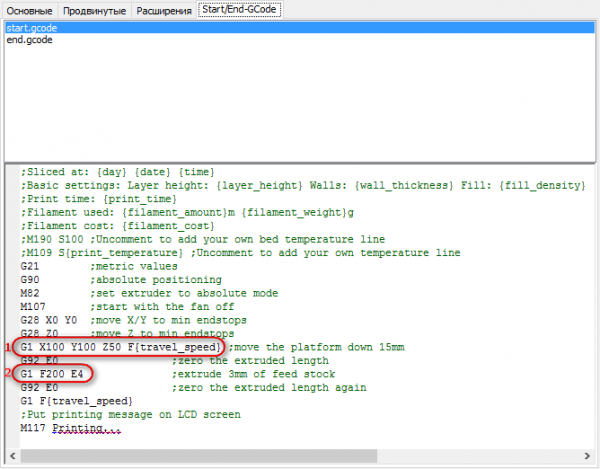
1 — Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 — Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение — выдавить, отрицательное — втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати.
Этот код вставляется в начале каждой программы.
Источник: www.ink-market.ru
Запуск 3Д принтера на базе Cura

В этой статье я опишу как быстро запустить печать на 3Д принтере с SD-карты на Cura.
Настройки принтера в Cura
- В первую очередь необходимо скачать сам слайсер Cura. Слайсер — это такая программа, которая преобразует Вашу 3Д модель в G-код команды, которые дают указания 3Д принтеру с какой скоростью и в какое место координатного стола ему двигаться.
- После того, как слайсер запущен, необходимо произвести первичную настройку.

В верхней панели выбираем пункт Settings -> Printer -> Manage Printers -> Add -> Custom -> Custom FDM Printer

Жмем «Add printer». Появится такое окно:

Задаем следующие параметры:
- X (width) — ширина стола 3Д принтера
- Y (depth) — глубина стола 3Д принтера
- Z (height) — высота
- Build plate shape — форма стола (квадратная или эллиптическая)
- Heated Bed — да, почти у всех стол с подогревом.
- GCode Flavor — тип G кода. Из тех принтеров, на которые я делал обзор этот RepRap (Marlin).
- Xmin, Ymin, Xmax, Ymax — это отступы от краев стола. Чтобы экструдер дальше этих значений не заходил.
- Gantry Height — Cura может печатать не послойно сразу все модели на столе, а по очереди. Одна из проблем при таком подходе — это возможность столкновения экструдера и напечатанной детали. 99999999 — означает, что проход закрыт, ну а если вам нужен этот режим, то вам нужно измерить расстояние от сопла до Y рельсы.
- Nozzle Size — диаметр сопла. Чаще всего 0.4 мм. Как правило, он указан на самом сопле. Если Вы меняете сопло, то не забудьте здесь же в настройках изменить этот параметр.
- Start Gcode — начальный Gcode
- End Gcode — конечный Gcode.
Настройки печати в Cura
Теперь снова в основном верхнем меню нажимаем File -> Open File.

Обратите внимание, что если вы не видите некоторых параметров — вам достаточно навести на какой-либо заголовок, например «Shell» и щелкнуть по шестеренке. Затем вы можете выбрать настройки которые должны отображаться на панели.
- Layer height — толщина слоя должна быть 1/2 от диаметра сопла или меньше.
- Wall thickness — толщина стенок. Актуальный параметр для деталей у которых плотность заполнения меньше 100%.
- Top/Bottom thickness — толщина нижней и верхней частей. Актуальный параметр для деталей у которых плотность заполнения меньше 100%.
- Infill density — плотность заполнения. Если вы хотите сделать деталь полой — то 0%. Если нужно более высокая прочность, то ставьте 35%. Обратите внимание, что деталь с заполнением 35% может быть прочнее детали с заполнением 100%.
- Printing temperature — температура печати. Для PLA пластика я ставлю 220 градусов, для ABS — 250 градусов.
- Diameter — диаметр нити. У большинства — 1.75 мм.
- Flow — поток. Обычно 100%. Если потока пластика не хватает, то этот параметр увеличивают. Я пользовался этим параметром один раз для TEVO Black Widow. там стоял редуктор 1 к 2, а в прошивке китайцы забыли отредактировать параметр. Собственно пришлось flow на 200% поставить.
- Enable Retraction — ретракция. После печати в каком-то месте и при переходе ндля печати на другое место желательно убрать пластик. В этот момент подача пластика идет в обратную сторону. Это и есть ретракция.
- Print Speed — скорость печати. Обычно на бюджетных принтаках ставят 60 мм/с, я ждать долго не люблю, пожтому на своих Prusa I4 ставлю 150 мм/с
- Outer wall speed — с корость при печати внешних слоев. А вот на внешних слоях я скорость уменьшаю до 100 мм/с, чтобы деталь выглядела аккуратнее.
- Top/Bottom Speed — печать нижних и верхник слоев — также уменьшаю до 100 мм/с.
- Travel Speed — скорость перемещения из одной точки печати в другую точку печати. Я ставлю 150 мм/с.
- Initial Layer Speed — печать первого слоя. Вот здесь желательно поставить поменьше скорость. Я ставлю скорость 30 мм/с.
- Enable Print Cooling — для Pla пластика ставим галочку, для ABS обдувать пластик не нужно.
- Generate Support — генерировать ли поддержки или нет.
- Build Plate Adhesion Type — тип вспомогательного слоя.
- Skirt — юбка. Это печать небольшой окантовки вокруг детали. По сути нужна если просто хотите, что перед началом печати нормализовался поток пластика.
- Brim — то же, что и юбка только примыкает к детали. Я его ставлю для высоких деталей с маленькой площадью, для того, чтобы эту самую площадь увеличить.
- Raft — это несколько вспомогательных слоев. Уже на этих слоях буть строиться непосредственно сама модель. С Rafta проще отдирать модель. Я им пользуюсь весьма редко.
3Д печать
Собственно все, теперь сохраняем G код на SD карту и вставляем в принтер. Если есть вопросы — спрашивайте
Источник: virand.ru