
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Под управлением станком принято понимать совокупность воздействий на его механизмы, обеспечивающие выполнение технологического цикла обработки, а под системой управления — устройство или совокупность устройств, реализующих эти воздействия.
Числовое программное управление (ЧПУ) — это управление, при котором программу задают в виде записанного на каком-либо носителе массива информации. Управляющая информация для систем ЧПУ является дискретной и ее обработка в процессе управления осуществляется цифровыми методами. Управление технологическими циклами практически повсеместно осуществляется с помощью программируемых логических контроллеров, реализуемых на основе принципов цифровых электронных вычислительных устройств.
Управляющая программа в 3D редакторе FreeCAD, фрезерование на CNC станке.
В табл. 8.1 перечислены цели и функции современного многоуровневого устройства ЧПУ (УЧПУ).
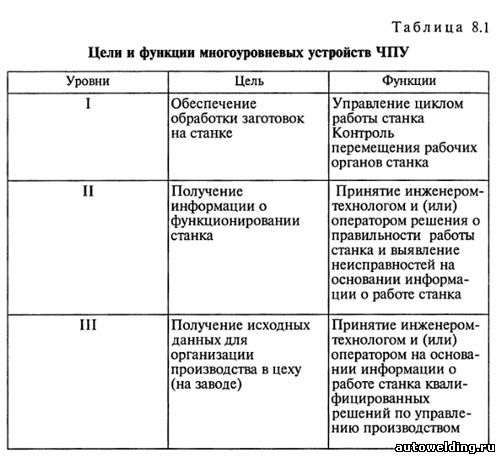
Системы ЧПУ практически вытесняют другие типы систем управления.
По технологическому назначению и функциональным возможностям системы ЧПУ подразделяют на четыре группы:
- позиционные, в которых задают только координаты конечных точек положения исполнительных органов после выполнения ими определенных элементов рабочего цикла;
- контурные или непрерывные, управляющие движением исполнительного органа по заданной криволинейной траектории;
- универсальные (комбинированные), в которых осуществляется программирование как перемещений при позиционировании, так и движения исполнительных органов по траектории, а также смены инструментов и загрузки-выгрузки заготовок.
- многоконтурные системы, обеспечивающие одновременное или последовательное управление функционированием ряда узлов и механизмов станка.
Примером применения систем ЧПУ первой группы являются сверлильные, расточные и координатно-расточные станки. Примером второй группы служат системы ЧПУ различных токарных, фрезерных и круглошлифовальных станков. К третьей группе относятся системы ЧПУ различных многоцелевых токарных и сверлильно-фрезерно-расточных станков.
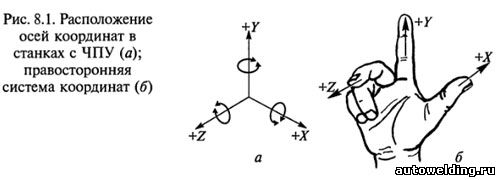
К четвертой группе относятся бесцентровые круглошлифовальные станки, в которых от систем ЧПУ управляют различными механизмами: правки, подачи бабок и т.д. Существуют позиционные, контурные, комбинированные и многоконтурные (рис. 8.1, а) циклы управления.
По способу подготовки и ввода управляющей программы различают так называемые оперативные системы ЧПУ (в этом случае управляющую программу готовят и редактируют непосредственно на станке, в процессе обработки первой детали из партии или имитации ее обработки) и системы, для которых управляющая программа готовится независимо от места обработки детали. Причем независимая подготовка управляющей программы может выполняться либо с помощью средств вычислительной техники, входящих в состав системы ЧПУ данного станка, либо вне ее (вручную или с помощью системы автоматизации программирования).
Что такое управляющая программа для фрезерного станка с ЧПУ. Структура, правила написания #cnc
Программируемые контроллеры — это устройства управления электроавтоматикой станка. Большинство программируемых контроллеров имеют модульную конструкцию, в состав которой входят источник питания, процессорный блок и программируемая память, а также различные модули входов/выходов. Для создания и отладки программ работы станка применяют программирующие аппараты. Принцип работы контроллера: опрашиваются необходимые входы/выходы и полученные данные анализируются в процессорном блоке. При этом решаются логические задачи и результат вычисления передается на соответствующий логический или физический выход для подачи в соответствующий механизм станка.
В программируемых контроллерах используют различные типы памяти, в которой хранится программа электроавтоматики станка: электрическую перепрограммируемую энергонезависимую память; оперативную память со свободным доступом; стираемую ультрафиолетовым излучением и электрически перепрограммируемую.
Программируемый контроллер имеет систему диагностики: входов/выходов, ошибки в работе процессора, памяти, батареи, связи и других элементов. Для упрощения поиска неисправностей современные интеллектуальные модули имеют самодиагностику.
Программоноситель может содержать как геометрическую, так и технологическую информацию. Технологическая информация обеспечивает определенный цикл работы станка, а геометрическая — характеризует форму, размеры элементов обрабатываемой заготовки и инструмента и их взаимное положение в пространстве.
Станки с программным управлением (ПУ) по виду управления подразделяют на станки с системами циклового программного управления (ЦПУ) и станки с системами числового программного управления (ЧПУ). Системы ЦПУ более просты, так как в них программируется только цикл работы станка, а величины рабочих перемещений, т.е. геометрическая информация, задаются упрощенно, например с помощью упоров. В станках с ЧПУ управление осуществляется от программоносителя, на который в числовом виде занесена и геометрическая, и технологическая информация.
В отдельную группу выделяют станки с цифровой индикацией и преднабором координат. В этих станках имеется электронное устройство для задания координат нужных точек (преднабор координат) и крестовый стол, снабженный датчиками положения, который дает команды на перемещение до необходимой позиции. При этом на экране высвечивается каждое текущее положение стола (цифровая индикация). В таких станках можно применять или преднабор координат или цифровую индикацию; исходную программу работы задает станочник.
В моделях станков с ПУ для обозначения степени автоматизации добавляется буква Ф с цифрой: Ф1 — станки с цифровой индикацией и преднабором координат; Ф2 — станки с позиционными и прямоугольными системами ЧПУ; Ф3 — станки с контурными системами ЧПУ и Ф4 — станки с универсальной системой ЧПУ для позиционной и контурной обработки. Особую группу составляют станки, имеющие ЧПУ для многоконтурной обработки, например бесцентровые круглошлифовальные станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами — индекс Т (например, 16К20Т1).
ЧПУ обеспечивает управление движениями рабочих органов станка и скоростью их перемещения при формообразовании, а также последовательностью цикла обработки, режимами резания, различными вспомогательными функциями.
Система числового программного управления (СЧПУ) — это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками — это часть СЧПУ, выполненная как единое целое с ней и осуществляющая выдачу управляющих воздействий по заданной программе.
В международной практике приняты следующие обозначения: NC-ЧПУ; HNC — разновидность устройства ЧПУ с заданием программы оператором с пульта с помощью клавиш, переключателей и т. д.; SNC — устройство ЧПУ, имеющее память для хранения всей управляющей программы; CNC — управление автономным станком с ЧПУ, содержащее мини-ЭВМ или процессор; DNC — управление группой станков от общей ЭВМ.
Для станков с ЧПУ стандартизованы направления перемещений и их символика. Стандартом ISO-R841 принято за положительное направление перемещения элемента станка считать то, при котором инструмент или заготовка отходят один от другого. Исходной осью (ось Z) является ось рабочего шпинделя. Если эта ось поворотная, то ее положение выбирают перпендикулярно плоскости крепления детали.
Положительное направление оси Z — от устройства крепления детали к инструменту. Тогда оси Х и Y расположатся так, как это показано на рис. 8.1.
Использование конкретного вида оборудования с ЧПУ зависит от сложности изготовляемой детали и серийности производства. Чем меньше серийность производства, тем большую технологическую гибкость должен иметь станок.
При изготовлении деталей со сложными пространственными профилями в единичном и мелкосерийном производстве использование станков с ЧПУ является почти единственным технически оправданным решением. Это оборудование целесообразно применять и в случае, если невозможно быстро изготовить оснастку. В серийном производстве также целесообразно использовать станки с ЧПУ В последнее время широко используют автономные станки с ЧПУ или системы из таких станков в условиях переналаживаемого крупносерийного производства.
Принципиальная особенность станка с ЧПУ — это работа по управляющей программе (УП), на которой записаны цикл работы оборудования для обработки конкретной детали и технологические режимы. При изменении обрабатываемой на станке детали необходимо просто сменить программу, что сокращает на 80. 90 % трудоемкость переналадки по сравнению с трудоемкостью этой операции на станках с ручным управлением.
Основные преимущества станков с ЧПУ:
- производительность станка повышается в 1,5. 2,5 раза по сравнению с производительностью аналогичных станков с ручным управлением;
- сочетается гибкость универсального оборудования с точностью и производительностью станка-автомата;
- снижается потребность в квалифицированных рабочих-станочниках, а подготовка производства переносится в сферу инженерного труда;
- детали, изготовленные по одной программе, являются взаимозаменяемыми, что сокращает время пригоночных работ в процессе сборки;
- сокращаются сроки подготовки и перехода на изготовление новых деталей благодаря предварительной подготовке программ, более простой и универсальной технологической оснастке;
- снижается продолжительность цикла изготовления деталей и уменьшается запас незавершенного производства.
Источник: www.autowelding.ru
Контроль управляющих программ
Проектирование управляющих программ для станков с ЧПУ неразрывно связано с необходимостью контролировать и анализировать программы, полученные в результате работы. С увеличением сложности деталей и повышением степени автоматизации процесса проектирования потребность в таких средствах нисколько не уменьшается.
К наиболее существенным задачам, возникающим при работе с готовыми управляющими программами, можно отнести контроль и анализ УП, восстановление исходной геометрии деталей и преобразование УП на другое оборудование. Контроль и анализ УП.
Прежде всего — контроль результатов, сформированных системой автоматизированной подготовки УП: сколь бы совершенна ни была такая система, невозможно гарантировать полнейшего соответствия УП, полученных с ее помощью, технологическим особенностям конкретного оборудования с ЧПУ. Траектория, отображаемая в окне универсальной системы проектирования, — это лишь замысел.
Реальная отработка команд станком может отличаться от теоретической. Кроме того, источником отклонения от смоделированной обработки может оказаться постпроцессор: неумелое использование гибких средств настройки, позволяющих пользователю вторгаться в его работу, ведет к самым неожиданным последствиям.
Только весьма отчаянный технолог отважится работать без возможности правильно интерпретировать УП до отправки на станок. Восстановление исходной геометрии деталей.
Преобразование УП в геометрические объекты, доступные для редактирования в CAD/CAM-системах, позволяет корректировать процесс обработки в случаях, когда отсутствует компьютерное представление данных о деталях, заложенных при его проектировании, но существует УП. Преобразование УП в УП для другого оборудования.
Реальная ситуация: станок сломался или устарел, но есть другой с аналогичными возможностями; УП — только для одного станка, геометрической модели нет и некогда ее строить. Здесь требуется восстановление модели обработки по имеющейся УП и получение новой УП при помощи постпроцессора для соответствующего оборудования.
Все сказанное более чем убедительно показывает, что в программном комплексе Техтран рано или поздно должна была появиться программа Техтран Контроль управляющих программ. Строго говоря, новое — это хорошо забытое старое.
Своему рождению новинка обязана уже изрядно потрудившейся в среде DOS системе графического моделирования и редактирования УП для станков с ЧПУ Техтран/TraceEd. От нее новая программа унаследовала умение понимать управляющие программы. А функции управления, отображения, преобразования в текст на языке Техтран получила от ядра семейства Техтран. Такой союз позволил бывалому трассировщику органично влиться в программный комплекс и обрести новые качества.
Анализ управляющей программы
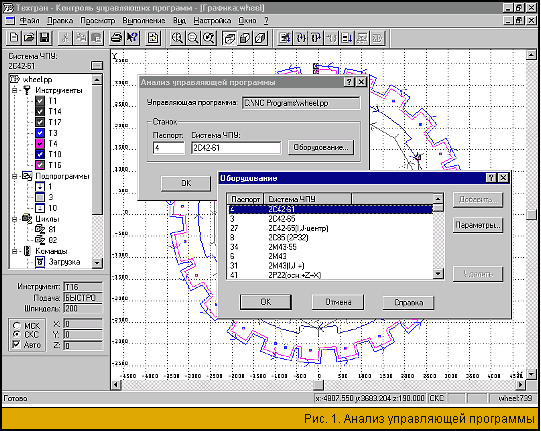
Программа производит анализ УП с учетом особенностей конкретной системы ЧПУ (рис. 1). В процессе анализа осуществляются синтаксический контроль кадров УП, проверка согласованности значений параметров и их корректности. Все диагностические сообщения заносятся в протокол анализа, по которому в тексте УП можно быстро найти ошибку.
Свойства УП
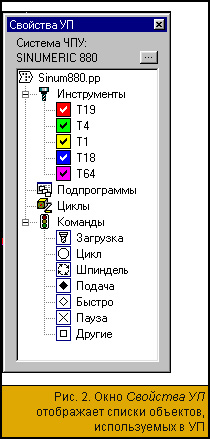
По результатам анализа заполняется окно Свойства УП (рис. 2), в котором отображаются списки объектов, используемых в УП: инструментов, подпрограмм, встроенных циклов, технологических команд (подача, скорость шпинделя, загрузка инструмента и др.). Управление компонентами УП позволяет локализовать область исследования УП, оставив на экране только те ее составляющие, которые требуется анализировать и сопоставлять. Например, можно прорисовать траекторию, пройденную указанным инструментом, или временно отключить отображение команд переключения подачи.
Выполнение управляющей программы
Основным механизмом контроля данных управляющей программы служит выполнение кадров УП в различных режимах. По мере выполнения программы производится прорисовка траектории инструмента и вывод текущих параметров обработки (рис. 3). УП отображается в текстовом окне и может выполняться как целиком, так и по частям. Это позволяет детально исследовать определенные команды УП и пропускать фрагменты, которые в данный момент несущественны.
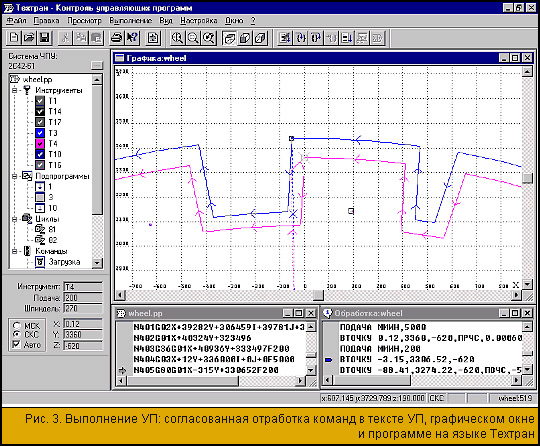
Строка, на которой приостановлено выполнение, отмечается специальным маркером. Пошаговое выполнение УП дает представление о логике работы программы: перемещение маркера отслеживает запрограммированные повторы, переходы в подпрограммы и т.д. Кроме того, при таком режиме хорошо видно соответствие кадров УП результатам их выполнения.
Графическое отображение
Графическое окно обеспечивает пространственное отображение траектории инструмента. Управление видами позволяет произвольно выбирать точку зрения, менять масштаб, устанавливать стандартные проекции, получать увеличенное изображение выбранной области рисунка и т.д. Траектория каждого инструмента рисуется своим цветом.
В процессе выполнения УП можно независимым образом (через список инструментов) управлять видимостью таких участков. Так же организовано управление отображением технологических команд, которые рисуются в графическом окне в виде различных значков. Для каждого перемещения инструмента может быть получена информация о его геометрических параметрах и соответствующем кадре УП.
Анимация выполнения
Режим анимации отображения обработки в графическом окне позволяет получить представление о том, как с течением времени происходит движение инструмента по его траектории. Это автоматическое выполнение УП в пошаговом режиме с определенной скоростью.
Преобразование УП в программу на языке Техтран
При анализе УП в окне Обработка формируется программа на языке Техтран. Она состоит из операторов, которые соответствуют элементарным командам, составляющим кадры УП. Благодаря такому представлению наглядно прослеживается фактическое восприятие системой ЧПУ текста УП. В процессе выполнения происходит синхронное перемещение маркеров текущего положения как в тексте УП, так и в соответствующей программе на Техтране — видна связь между двумя различными представлениями программы. Управление выполнением может осуществляться из обоих окон.
Использование данных УП в программах семейства Техтран
Текст программы на языке Техтран, полученный по УП, может использоваться для передачи данных в программы семейства Техтран, ориентированные на различные виды обработки. Эти данные могут быть использованы при программировании обработки аналогичных деталей и получении УП для различных систем ЧПУ. Поскольку Техтран основан на универсальной модели представления данных, не зависящей от системы ЧПУ, таким образом обеспечивается возможность преобразования УП для использования на другом оборудовании.
Обмен данными с другими CAD/CAM-системами
Траектория инструмента, запрограммированная в УП, может быть передана в другую CAD/CAM-систему через файлы в формате DXF. Можно сохранять как всю геометрию из УП, так и выборочно участки траектории отдельных инструментов.
Источник: tehtran.com
Управляющая программа и способы её создания для оборудования с ЧПУ.
Управляющая программа — совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования механизма, для совершения им полезной работы.
УП образована упорядоченным множеством блоков – кадров. Каждый кадр содержит данные, соответствующие выполнению одного технологического перехода или движению по одному из участков аппроксимации между опорными точками. В кадре содержится вся информация, необходимая для работы: длина обрабатываемого сегмента, скорость движения и его характер, команды на включение и выключение различных устройств, арифметическую и логическую обработку данных, ввод/вывод, и т. д.
Способы создания УП.
11.2. Аналитическое программирование.
11.3. Программирование на уровне заданий.
12. Программирование оборудования с ЧПУ обучением: методы, примеры.
Обучение – создание некоторой базы данных.
Метод показа
Оператор выводит РО манипулятора в заданные точки и путем нажатия определенной клавиши на пульте управления заносить их в базу данных обученных точек.
Метод проводки
Оператор ведет РО манипулятора по заданной траектории с помощью силового джойстика, задающего входной сигнал в систему управления с отражением усилий. При этом система обучения автоматически создает базу данных обученных траекторий, аппроксимируя поля с обученными точками.
После обучения следует процесс написания программы, используя созданную базу обученных точек.
Программирование ведется в рабочей зоне манипулятора.
Робот РМ с системой управления СФЕРА 36.
Сварочный робот ТУР-10.
13. Аналитическое программирование оборудования с ЧПУ: методы, примеры.
Разработка управляющей программы без использования механизма с помощью формул.
Предполагает наличие системы подготовки УП:
— проектирование траектории и расчет опорных точек координат по чертежу деталей
— кодирование и редактирование;
— отладка программ на эмуляторе;
-отладка на исполнительном механизме;
Отладка на эмуляторе станка.
Требуется высокая квалификация программистов.
14. Программирование оборудования с ЧПУ на уровне заданий: методы, примеры.
Требуется надстройка в виде компьютера верхнего уровня, связанного локальной сетью с УЧПУ.
Цель – использование преимуществ аналитического программирования без привлечения опытных программистов.
Описываются только задания в терминах положения элементов технологической среды.
Специальные пакеты:Техтран, In Cad, и пр.
1. Ввод информации об обрабатываемой заготовке:
— запись на входном языке высокого уровня;
— использование графического редактора;
— использование внешнего редактора САПР;
2. Технологический процессор создает информацию о траектории движения, которая записывается в файл с расширением *.cld.
3. Для получения УП га входном языке УЧПУ файл *.cld обрабатывается постпроцессором.

Структура аппаратной части системы ЧПУ: назначение и состав. Примеры.
Общая структура аппаратной части
УЧПУ представляет собой набор блоков объединенных локально-вычислительными сетями ЛВС.

ПСi – пульт управления станка, i=1,2,…
ТО – технологическое оборудование
СС – сенсорная система
ИС – измерительная система
ИМ – исполнительный механизм
УУ – устройство управления
РС – рабочая станция
ПЛК – программируемый логический контроллер
Структура устройства управления: назначение и состав. Примеры.
Одноплатное УУ — создаются под конкретный тип исполнительного механизма.

17. Многоплатные УУ –создаются для любых типов ИМ.
Пассивная кросс-плата – это плата, на которой расположены разъемы используемых шин (ISA, PCI, PC-104, и пр.)

17. Система питания УЧПУ: назначение и состав.
Система питания ЧПУ состоит из двух уровней: сильноточная и слаботочная.
На всех уровнях используются системы стабилизации со встроенной системой защиты.
Системы стабилизации бывают импульсные или линейные.
Система защиты зависит от многих параметров системы ЧПУ.
Источник: infopedia.su