
Программирование процесса обработки на современных станках с числовым программным управлением производится на языке, который часто называют языком ИСО (ISO) 7 бит, или языком G и М кодов. Коды с адресом G, являются подготовительными и определяют настройку СЧПУ на конкретный вид работы.
Коды с адресом М, являются вспомогательными и предназначаются для управления режимами работы оборудования. Например, поставлена задача, чтобы фреза совершала движение по прямой линии. В этом случае используется команда G01. А если необходимо произвести смену инструмента, то в УП указывается команда М06.
Для управления большим количеством функций оборудования с ЧПУ применяется множество число различных кодов (подробный список G и М кодов приведен в таблице 1 приложения 3). Для создания управляющей программы, достаточно выучить основной набор G и М кодов.
Управляющая программа является упорядоченным набором команд и действий, с помощью которых, определяются перемещения исполнительных органов станка и другие второстепенные функции. Любая УП обработки включает в себя некоторое количество строк. Эти строки называются кадрами управляющей программы.
Что такое управляющая программа для фрезерного станка с ЧПУ. Структура, правила написания #cnc
Кадр управляющей программы — составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды. Система ЧПУ считывает и выполняет программу кадр за кадром. На практике распространено присвоение каждому кадру УП своего номера, который располагается в самом начале кадра и обозначен буквой N. В примере, приведенном ниже, представлены номера кадров c N1 до N14. Большое количество станков с ЧПУ позволяют работать без нумерации кадров, которые применяются исключительно для простоты зрительного восприятия и удобства навигации по программе.
Неотъемлемым требованием УП является наличие в самом начале программы символа «%» и номера программы, который начинается с латинской буквы «O» и четырех цифр после (например, О0001). Данные кадры не оказывают влияния на процесс обработки, но тем не менее они необходимы для того, корректной работы СЧПУ и возможности отделения в памяти одной программ от другой. Номера у этих кадров не указываются.
Кадр №1 задает системе ЧПУ определенный режим работы с учетом следующих кадров УП. Например, команда G21 означает, что станок за базовую возьмет метрическую систему, т.е. все совершаемые перемещения рабочих органов задаются и производятся в миллиметрах, а не в дюймах. Такие кадры носят названия «строки безопасности», так как они дают возможность перейти системе в определенный стандартный режим работы или отменить ненужные функции.
Последующие кадры управляющей программы указывают станку о необходимой подготовке к обработке. Для этого необходимо переместить инструмент из магазина в шпиндель (кадр N2), включить компенсацию длины инструмента (кадр N3) и задать шпинделю вращение в необходимом направлении с требуемой скоростью (кадр N4). Также, почти всеми, технологами используются комментарии. СЧПУ проигнорирует любой текст, находящийся в круглых скобках, что дает возможность, отметиь в кадре диаметр инструмента или его маркировку.
ОБУЧЕНИЕ ЧПУ — УРОК 12 — СОЗДАНИЕ УП НА ПК / Программирование станков с ЧПУ и работа в CAD/CAM
Непосредственно обработка детали описана в кадрах с номерами от N5 до N13. Данная часть УП содержит в себе коды, служащие для осуществления перемещения инструмента в заданные координаты. Например, кадр N8 осуществляет перемещение инструмента в точку с координатами Х3, Y3 со значением скорости подачи, 250 миллиметров в минуту.
Заключительные кадры управляющей программы служат для остановки шпинделя (кадр N12) и завершения программы (кадр N13):
Любую управляющую программу можно представить схематично, в виде следующих областей (рисунок 3.4).
При создании управляющей программы одним из основных этапов является определение стратегии обработки. Выбор плана обработки поверхности производится на основании разделения обрабатываемых поверхностей детали на основные и неосновные поверхности.
Основными являются точные поверхности, формообразующие, габаритные. В состав неосновных поверхностей включаются малые отверстия, малые резьбовые отверстия, лыски, пазы, канавки, фаски, остальные подобные поверхности. Основные поверхности и планы их составляют базу для формирования последовательности обработки детали.

Рисунок 3.4 — Структура управляющей программы
Внедрение управляющей программы в реальном производстве
Процесс внедрения управляющей программы, с позиции технолога-программиста, начинается с переноса управляющей программы на УЧПУ. Для выполнения данной операции существует несколько способов, которые применяются в зависимости от того, каким набором интерфейсов оснащен станок с ЧПУ. Наибольшее распространение в современном оборудовании с ЧПУ получили такие интерфейсы как: USB 2.0, Ethernet, CF.
В данном исследовании было проведено внедрение управляющей программы на пяти координатный фрезерный обрабатывающий центр LeadwellV-40iT оснащенный системой числового управления Fanuc 0i-МD (рисунок 3.5), располагающийся на территории цеха механической обработки АО «ВОМЗ». Расположение рабочих органов и инструментального магазина станка представлено на рисунке 3.6.
§ 1. Программирование ЧПУ. Основные понятия
Числовое программное управление (ЧПУ) станком — управление обработкой заготовки на станке по УП, в которой данные заданы в цифровой форме.
Устройство числового программного управления (УЧПУ) — устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с УП и информацией о состоянии управляемого объекта.
Кадр управляющей программы (кадр) — составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Например, N10 G1 X10.553 Y-12.754 Z-10 F1500;
Слово УП (слово) — составная часть кадра УП, содержащая данные о параметре процесса обработки заготовки и другие данные по выполнению управления.
Например, F3000 — задание скорости перемещения;
Адрес ЧПУ (адрес) — часть слова УП, определяющая назначение следующих за ним данных, содержащихся за ним в слове.
Например, X, Y, Z и т.д. — адреса перемещения по соответствующим координатам;
Формат кадра УП (формат кадра) — условная запись структуры и расположения слов в кадре УП с максимальным числом слов.
Абсолютный размер — линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно принятого нуля отсчета.
Относительный размер — линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка.
Нулевая точка детали (ноль детали) — точка на детали, относительно которой заданы ее размеры.
Нулевая точка станка (ноль станка) — точка, определяющая начало системы координат станка.
Интерполяция — получение (расчет) координат промежуточных точек траектории движения центра инструмента в плоскости или пространстве.
Центр инструмента — неподвижная относительно державки точка инструмента, по которой ведется расчет траектории;
Программоноситель — носитель данных, на котором записана УП. В качестве носителя данных раньше применялись перфокарты, перфолента, магнитная лента; в настоящее время — дискеты, флэш-карты, сетевое соединение с ПК и другие.
Программное обеспечение системы ЧПУ — совокупность программ и документации для реализации целей и задач системы ЧПУ.
Покадровая работа — функционирование УЧПУ, при котором отработка каждого кадра УП происходит только после воздействия оператора. Наиболее часто используется при отладке УП.
Позиционное ЧПУ — такое управление, при котором рабочие органы станка позиционируются в нужные точки рабочего пространства без использования траектории движения.
Контурное ЧПУ — такое управление станком, при котором его рабочие органы перемещаются с заданной скоростью для получения необходимого профиля.
Адаптивное ЧПУ — такое управление, при котором обеспечивается автоматическое приспособление процесса обработки к изменяющимся условиям в зависимости от определенных критериев.
Источник: postprocessor.su
Структура управляющей программы
Управляющую программу записывают на программоноситель в виде последовательности кадров. Кадр управляющей программы — составная часть управляющей программы, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды (ГОСТ 20523—80). В управляющей программе могут быть выделены, главные кадры, характеризующие начальное состояние следующего за ними участка УП, и кадры, содержащие все данные, необходимые для возобновления процесса обработки заготовки после ее прерывания.
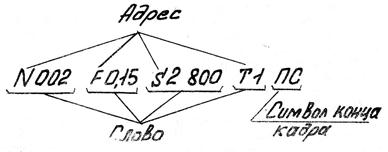
Кадры состоят из слов, расположенных в определенном порядке, а слова из символов. Слово управляющей программы — составная часть кадра управляющей программы, содержащая данные о параметре процесса обработки заготовки и (или) другие данные по выполнению управления. Первый символ слова является буквой, обозначающей адрес, а остальные символы образуют число со знаком или целочисленный код, т. е. при записи информации используется адресный способ, при котором числовой информации предшествует адрес, определяющий принадлежность этой информации соответствующей команде управления.
Адрес в числовом программном управлении — часть слова управляющей программы, определяющая назначение следующих за ним данных, содержащихся в этом слове (ГОСТ 20523—80). При этом в каждом кадре записывается только та информация, которая изменяется по отношению к предыдущему. Пример записи кадра приведен на рис. 2.12. Значения символов адресов и управляющих символов и знаков согласно ГОСТ 20999—83 приведены в (Вас Прок).
Кадр УП содержит слово «Номер кадра», одно или несколько информационных слов и символ конца кадра. К информационным словам относятся слова: «Подготовительная функция», «Размерные перемещения», «Параметр интерполяции или шаг резьбы», «Функция подачи», «Функция главного движения», «Вспомогательная функция». В кадре эти слова имеют ту же последовательность.
Номер кадра. Это слово в начале кадра, определяющее последовательность кадров в УП. Номер кадра задается адресом N и целым десятичным числом. Рациональна последовательная нумерация кадров. Повторение номеров в пределах данной УП не допускается.
Подготовительные функции. Слово «Подготовительная функция» определяет режим работы УЧПУ (коррекция инструмента, тип и плоскость интерполяции, работу в абсолютных координатах или приращениях, величину измерения скорости, подачи и т. д.). Эти слова задаются адресом G и двухзначным десятичным числом (00. 99). Например, G 95 — подача в мм/об.
Значения функций и действие их приведено в ГОСТ 20999—83.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru