
ЛИН (от англ. Lean – стройный, постный) производство или логистика «бережливого» производства вызвало колоссальный рост производительности труда и объемов продукции и остается основной системой производства во многих отраслях экономики мира.
Бережливое производство — это американское название Производственной системы Toyota. Создатель бережливого производства Тайити Оно начал первые опыты оптимизации производства еще в 1950-х годах. В те послевоенные времена Япония лежала в руинах и стране нужны были новые автомобили.
Но проблема была в том, что спрос был не настолько велик, чтобы оправдать закупку мощной производственной линии, на манер Ford. Нужно было много разных видов автомобилей (легковые, мало- и среднетоннажные грузовики и пр.), но спрос на конкретный вид машины был невелик. Японцам пришлось учиться эффективно работать, создавая множество разных моделей в условиях невысокого спроса на каждую модель. Такую задачу до них не решал никто, так как эффективность понималась исключительно в терминах массового производства.
О системе 5С — простыми словами
Бережливое производство предполагает вовлечение в процесс оптимизации бизнеса каждого сотрудника и максимальную ориентацию на потребителя.
Отправная точка бережливого производства — ценность для потребителя. С точки зрения конечного потребителя, продукт (услуга) приобретает действительную ценность только в то время, когда происходит непосредственная обработка, изготовление этих элементов. Сердцем бережливого производства является процесс устранения потерь, которые по-японски называются словом «му́да».
Му́да — это одно из японских слов, которое означает потери, отходы, то есть любую деятельность, которая потребляет ресурсы, но не создает ценности. Например, потребителю совершенно не нужно чтобы готовый продукт или его детали лежали на складе. Тем не менее, в традиционной системе управления складские издержки, а также все расходы, связанные с переделками, браком, и другие косвенные издержки перекладываются на потребителя.
В соответствии с концепцией бережливого производства всю деятельность предприятия можно классифицировать так: операции и процессы, добавляющие ценность для потребителя, и операции и процессы, не добавляющие ценности для потребителя. Следовательно, всё, что не добавляет ценности для потребителя, с точки зрения бережливого производства, классифицируется как потери, и должно быть устранено.
- сокращение затрат, в том числе трудовых;
- сокращение сроков создания продукции;
- сокращение производственных и складских площадей;
- гарантия поставки продукции заказчику;
- максимальное качество при определённой стоимости либо минимальная стоимость при определённом качестве.
Как уже было сказано выше история ЛИН системы началась с компании Toyota. Сакиши Тойода, один из основателей компании Toyota, считал, что производственному совершенствованию нет предела и независимо от состояния компании на рынке и её конкурентоспособности необходимо постоянное движение вперёд, улучшение всех производственных процессов. Результатом такой философии стала проводимая на предприятиях Toyota стратегия kaizen – «непрерывные усовершенствования». Сакиши Тойода поддерживал большие инвестиции в исследовательские работы по созданию новых автомобилей.
Кииширо Тойода, сын Сакиши, понимал, что ему придётся предпринять что-то необычное для того, чтобы успешно соперничать с американскими автогигантами (такими, например, как Ford). Для начала он ввёл на своих предприятиях понятие «точно вовремя» (Togo and Wartman), который означал, что любая деталь автомобиля должна была создаваться не раньше, чем в ней возникнет необходимость. Поэтому у японцев, в отличие от американцев, не было огромных складов с запасными деталями, при этом японцы экономили больше времени и ресурсов. Методы «kaizen» и «Togo and Wartman» стали основой производственной философии семейства Тойода.
Следующий в династии Эйджи Тойода начал свою деятельность с того, что разработал пятилетний план усовершенствования методов производства. Для этого в компанию Toyota в качестве консультанта был приглашён Таичи Оно, который ввёл карточки «kanban» – «отслеживание движений запасов». Таичи Оно научил рабочих подробно разбираться в методах «kaizen» и «Togo and Wartman», модернизировал оборудование и наладил правильное чередование выполняемых операций. Если возникала какая-то проблема со сборкой изделий на конвейере, то конвейер моментально останавливался, чтобы быстро найти и устранить любые неполадки. Компания Toyota реализовывала свою промышленную философию качества на протяжении двадцати лет, в том числе и у своих поставщиков.
Соиширо Тойода стал президентом, а затем председателем совета директоров Toyota Motor Corporation в 1982 году. Под его руководством Toyota стала международной корпорацией. Соиширо начал свою работу по усовершенствованию качества в компании с изучения работ американского эксперта по качеству Э. Деминга. Управление качеством на предприятиях Toyota стало более чётким, оно внедрялось во всех подразделениях компании.
Так, на протяжении нескольких поколений руководителей компании Toyota была разработана уникальная система качества, которая и легла в основу системы ЛИН.
- Картирование потока создания ценности (Value Stream Mapping).
- Вытягивающее поточное производство.
- Канбан.
- Кайдзен — непрерывное совершенствование.
- Система 5С — технология создания эффективного рабочего места.
- Система SMED — Быстрая переналадка оборудования.
- Система TPM (Total Productive Maintenance) — Всеобщий уход за оборудованием.
- Система JIT (Just-In-Time — точно вовремя).
- Визуализация.
- U-образные ячейки.
- Документирование карты текущего состояния.
- Анализ потока производства.
- Создание карты будущего состояния.
- Разработка плана по улучшению.
Вытягивающее производство (англ. pull production) — схема организации производства, при которой объёмы продукции на каждом производственном этапе определяются исключительно потребностями последующих этапов (в конечном итоге — потребностями заказчика).
Идеалом является «поток в одно изделие» (“single piece flow”), т.е. поставщик (или внутренний поставщик), находящийся выше по потоку, ничего не производит до тех пор, пока потребитель (или внутренний потребитель), находящийся ниже, ему об этом не сообщит. Таким образом, каждая последующая операция «вытягивает» продукцию с предыдущей.
Подобный способ организации работы тесно связан также с балансировкой линий и синхронизацией потоков.
Система Канбан – это система, обеспечивающая организацию непрерывного материального потока при отсутствии запасов: производственные запасы подаются небольшими партиями, непосредственно в нужные точки производственного процесса, минуя склад, а готовая продукция сразу отгружается покупателям. Порядок управления производством продукции — обратный: от i-той стадии на (i — 1)-ой.
Сущность системы CANBAN состоит в том, что все производственные подразделения предприятия снабжаются материальными ресурсами только в том количестве и к такому сроку, которые необходимы для выполнения заказа. Заказ на готовую продукцию подается на последнюю стадию производственного процесса, где производится расчет требуемого объема незавершенного производства, которое должно поступить с предпоследней стадии. Аналогично, с предпоследней стадии идет запрос на предыдущий этап производства на определенное количество полуфабрикатов. То есть размеры производства на данном участке определяются потребностями следующего производственного участка.
- с i-той стадии на (i — 1)-ую запрашивается («вытягиваются») требуемое количество незавершенного производства;
- с (i — 1)-ой стадии на i-тую отправляются материальные ресурсы в требуемом количестве.
- карточки производственного заказа, в которых указывается количество деталей, которое должно быть изготовлено на предшествующей стадии производства. Карточки производственного заказа отправляются с i-той стадии производства на (i — 1)-ый этап и являются основанием для формирования производственной програм-мы (i — 1)-ого участка;
- карточки отбора, в которых указывается количество материальных ресурсов (компонентов, деталей, полуфабрикатов), которое должно быть взято на предшествующем участке обработки (сборки). Карточки отбора показывают количество материальных ресурсов, фактически полученных i-тым производственным участком от (i — 1)-ого.
Таким карточки могут циркулировать не только внутри предприятия, использующего систему CANBAN, но и между ним и его филиалами, а также между сотрудничающими корпорациями.
Предприятия, использующие систему CANBAN получают производственные ресурсы ежедневно или даже несколько раз в течение дня, таким образом запасы предприятия могут полностью обновляться 100-300 раз в год или даже чаще, тогда как на предприятии, использующем системы MRP или MAP — только 10-20 раз в год. Например, в корпорации Toyota Motors на один из производственных участков в 1976 году ресурсы поставлялись трижды в день, а в 1983 году — уже каждые несколько минут.
Стремление к снижению запасов становится, кроме того, методом выявления и решения производственных проблем. Накопление запасов и завышенные объемы производства позволяют скрывать частые поломки и остановки оборудования, производственный брак. Поскольку в условиях минимизации запасов производство может быть остановлено из-за брака на предыдущей стадии технологического процесса, то основными требованием системы CANBAN, кроме требования «ноль запасов», становится требование «ноль дефектов». Систему CANBAN практически невозможно реализовать без одновременного внедрения комплексной системы управления качеством.
- информационная система, включающая не только карточки, но и производственные, транспортные и снабженческие графики, технологические карты;
- система регулирования потребности и профессиональной ротации кадров;
- система всеобщего (TQM) и выборочного («Дзидока») контроля качества продукции;
- система выравнивания производства.
- короткий производственный цикл, высокая оборачиваемость активов, в том числе запасов;
- отсутствуют или чрезвычайно низки издержки хранения производственных и товарных запасов;
- высокое качество продукции на всех стадиях производственного процесса.
Анализ мирового опыта применения системы CANBAN показал, что данная система дает возможность уменьшить производственные запасы на 50%, товарные запасы — на 8% при значительном ускорении оборачиваемости оборотных средств и повышении качества готовой продукции.
- сложность обеспечения высокой согласованности между стадиями производства продукции;
- значительный риск срыва производства и реализации продукции.
Кайдзен — это производное от двух иероглифов — «изменения» и «хорошо» — обычно переводится как «изменения к лучшему» или «непрерывное улучшение».
В прикладном смысле Кайдзен — это философия и управленческие механизмы, стимулирующие сотрудников предлагать улучшения и реализовывать их в оперативном режиме.
- Взаимодействие;
- Личная дисциплина;
- Улучшенное моральное состояние;
- Круги качества;
- Предложения по усовершенствованию;
Система 5С — технология создания эффективного рабочего места
Под этим обозначением известна система наведения порядка, чистоты и укрепления дисциплины. Система 5С включает пять взаимосвязанных принципов организации рабочего места. Японское название каждого из этих принципов начинается с буквы «С». В переводе на русский язык — сортировка, рациональное расположение, уборка, стандартизация, совершенствование.

- СОРТИРОВКА: отделить нужные предметы — инструменты, детали, материалы, документы — от ненужных, чтобы убрать последние.
- РАЦИОНАЛЬНОЕ РАСПОЛОЖЕНИЕ: рационально расположить то, что осталось, поместить каждый предмет на свое место.
- УБОРКА: поддерживать чистоту и порядок.
- СТАНДАРТИЗАЦИЯ: соблюдать аккуратность за счет регулярного выполнения первых трех S.
- СОВЕРШЕНСТВОВАНИЕ: превращение в привычку установленных процедур и их совершенствование.
Быстрая переналадка (SMED — Single Minute Exchange of Die) дословно переводится как «Смена штампа за 1 минуту». Концепция была разработана японским автором Сигео Синго и произвела революцию в подходах к переналадке и переоснастке. В результате внедрения системы SMED смена любого инструмента и переналадка могут быть произведены всего за несколько минут или даже секунд, «в одно касание» (концепция «OTED»— «One Touch Exchange of Dies»).
- подготовка материалов, штампов, приспособлений и т.п. — 30%;
- закрепление и снятие штампов и инструментов — 5%;
- центрирование и размещение инструмента — 15%;
- пробная обработка и регулировка — 50%.
- разделение внутренних и внешних операций наладки,
- преобразование внутренних действий во внешние,
- применение функциональных зажимов или полное устранение крепежа,
- использование дополнительных приспособлений.
Система TPM (Total Productive Maintenance) — Всеобщий уход за оборудованием в основном служит улучшению качества оборудования, ориентирован на максимально эффективное использование благодаря всеобщей системе профилактического обслуживания. Акцент в данной системе делается на предупреждение и раннее выявление дефектов оборудования, которые могут привести к более серьезным проблемам.
В ТРМ участвуют операторы и ремонтники, которые вместе обеспечивают повышение надежности оборудования. Основа ТРМ — составление графика профилактического техобслуживания, смазки, очистки и общей проверки. Благодаря этому обеспечивается повышение такого показателя, как Полная Эффективность Оборудования.
Система JIT (Just-In-Time — точно вовремя) — система управления материалами в производстве, при которой компоненты с предыдущей операции (или от внешнего поставщика) доставляются именно в тот момент, когда они требуются, но не раньше. Данная система ведет к резкому сокращению объема незавершенного производства, материалов и готовой продукции на складах.
Система «точно вовремя» предполагает специфический подход к выбору и оцениванию поставщиков, основанный на работе с узким кругом поставщиков, отбираемых по их способности гарантировать поставку «точно вовремя» комплектующих изделий высокого качества. При этом количество поставщиков сокращается в два и более раз, а с оставшимися поставщиками устанавливаются длительные хозяйственные связи.
Визуализация — это любое средство, информирующее о том, как должна выполняться работа. Это такое размещение инструментов, деталей, тары и других индикаторов состояния производства, при котором каждый с первого взгляда может понять состояние системы — норма или отклонение.
- Оконтуривание.
- Цветовая маркировка.
- Метод дорожных знаков.
- Маркировка краской.
- «Было»-«стало».
- Графические рабочие инструкции.
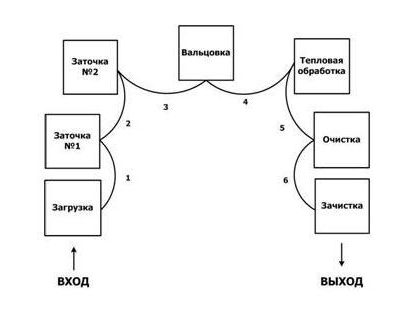
U-образные ячейки — Расположение оборудования в форме латинской буквы «U». В U-образной ячейке станки расставлены подковообразно, согласно последовательности операций. При таком расположении оборудования последняя стадия обработки проходит в непосредственной близости от начальной стадии, поэтому оператору не нужно далеко ходить, чтобы начать выполнение следующего производственного цикла.
В период высочайшей конкуренции и обостряющегося кризиса, у предприятий всего мира нет другого пути, чем, используя лучшие мировые технологии менеджмента, создавать продукты и услуги, максимально удовлетворяющие клиентов по качеству и цене.
- Потеря творческого потенциала. Когда к сотруднику относятся как к винтику в механизме, который можно в любой момент выкинуть или заменить другим, когда отношения сводятся к схеме «работайте руками и строго выполняйте указания начальника», интерес сотрудников к работе неуклонно падает. Эксперты считают, что такой порядок вещей устарел, он тянет компанию назад, что не замедлит сказаться на прибыли компании. В той же Японии в различных компаниях появляются «кружки качества», на которых любой имеет право высказать свои предложения по улучшению качества процессов. Аналитики считают, что в XXI веке успех будет у тех компаний, которые смогут создать у своего персонала ощущение вовлеченности в совершенствование производства.
- Излишнее производство, выражающееся в том, что выпускается больше товара, чем требуется, либо раньше, чем требует заказчик. В результате те ресурсы, которые можно было потратить на улучшение качества, тратятся на увеличение количества.
- Задержки. Когда рабочие простаивают в ожидании материалов, инструментов, оборудования, информации, это всегда следствие плохого планирования или недостаточно налаженных связей с поставщиками, непредвиденных колебаний спроса.
- Ненужная транспортировка, когда материалы или продукция перемещаются чаще, чем это нужно для непрерывного технологического процесса. Важно доставлять всё необходимое своевременно и в нужное место, а для этого на предприятии должны быть реализованы хорошие схемы логистики.
- Чрезмерные запасы, или хранение на складах большего числа продукции, чем продаётся, и большего числа материалов, чем необходимо для технологического процесса.
- Излишняя обработка. Продукция должна выходить из производства настолько качественной, чтобы по возможности исключать её переделки и доработки, а контроль за качеством должен быть быстрым и эффективным.
- Дефекты, которых нужно избегать всеми силами, потому что на улаживание претензий заказчиков уходят дополнительные средства: если необходимо исправить дефектное изделие, расходуются лишние время, силы и деньги.
- Не налаженные передвижения, или неважно поставленный процесс доставки инструментов, материалов внутри самого предприятия, лишние передвижения сотрудников по помещениям.
По данным исследования Института комплексных стратегических исследований (ИКСИ) о распространении бережливого производства в России в марте-апреле 2006 года из 735 опрошенных российских промышленных предприятий 32 % использовали японский опыт. В марте-апреле 2008 года был проведён повторный опрос. Применение Lean Manufacturing на промышленных предприятиях России в 2006—2008 гг.» на III Российском Лин-форуме «Бережливая Россия». Предприятия, которые первыми начали применять методы бережливого производства: Горьковский автомобильный завод (Группа «ГАЗ»), РУСАЛ, ЕвразХолдинг, Еврохим, ВСМПО-АВИСМА, ОАО «КУМЗ», Челябинский кузнечно-прессовый завод (ОАО «ЧКПЗ»), ОАО «Соллерс» («УАЗ», «ЗМЗ»), КАМАЗ, НефАЗ, Сбербанк России ОАО и др.
Источник: www.src-master.ru
Бережливое производство

Основная задача производственной системы состоит в постоянном совершенствовании так называемого «потока создания ценности» для целевой аудитории. Его основой служит рациональное сочетание всех процессов. Благодаря этому продукция может выпускаться с минимальными трудовыми затратами. Кроме того, это воздействует и на экономические показатели, а также на результаты производственно-хозяйственной деятельности организации, включающие в себя и себестоимость продукта, и рентабельность производства, и прибыль, и размер оборотных средств, и объемы незавершенного производства.
Одновременно с этим, для многих организаций важнейшим остается вопрос эффективности производственных процессов с позиции сложности и продолжительности производственного цикла. Чем он длиннее, тем больше задействовано в нем дополнительных производств, тем меньшей эффективностью отличается производство вообще. К тому же приходится прилагать массу усилий, чтобы координировать процесс и обеспечивать бесперебойную работу.
Именно для решения этой проблемы многие компании внедряют в свою деятельность систему бережливого производства, позволяющую оптимизировать производственный процесс, повышать качество производимого продукта и сокращать издержки. Ему и посвящена эта статья.
Что такое бережливое производство?
Бережливое производство (в англ. языке оно имеет два названия: «lean manufacturing» и «lean production») – это особый подход к управлению предприятием, позволяющий повышать качество работы через сокращение потерь. Под потерями понимается все, что снижает эффективность работы. К основным видам потерь относятся:
- Движения (лишние движения оборудования и операторов, приводящие к увеличению времени и стоимости)
- Транспортировка (лишние перемещения, приводящие к задержкам, повреждениям и т.д.)
- Технология (технологические недочеты, не позволяющие реализовать в продукте все требования потребителя)
- Перепроизводство (нереализованная продукция, требующая лишних затрат на учет, хранение и т.д.)
- Ожидание (неготовая продукция, ожидающая очереди на обработку и увеличивающая стоимость)
- Дефекты (любые дефекты, приводящие к дополнительным затратам)
- Запасы (излишки готовой продукции, увеличивающие стоимость)
Система бережливого производства может быть внедрена в проектирование, в управление проектами, в само производство и даже в процесс сбыта продукции.
Разработали эту систему на рубеже 1980-х-1990-х годов японские инженеры Тайити Оно и Сигео Синго (вообще, ее зачатки появились еще в середине ХХ века, но адаптирована она была лишь в его конце). Целью инженеров было сократить действия, не добавляющие продукту ценности, в течение всего его жизненного цикла. Таким образом, система является не просто технологией, а целой управленческой концепцией с максимальной ориентацией производства на рынок и заинтересованным участием всего персонала компании.
Полученный опыт внедрения системы (иногда – отдельных ее элементов) в работу различных организаций показал ее эффективность и перспективность, и в настоящее время применяется в самых разных отраслях. Если изначально система использовалась только на автомобильных заводах «Тойота», «Хонда» и т.д. (и называлась Toyota Production System), то сегодня она встречается во множестве других сфер:
- Медицина
- Торговля
- Логистика
- Банковские услуги
- Образование
- Нефтедобыча
- Строительство
- Информационные технологии
Независимо от того, в какой области используется система бережливого производства, она позволяет серьезно повысить эффективность работы и многократно сократить потери, пусть и требует определенной адаптации под конкретную компанию. В этом видео рассказано, как может измениться работа организации с применением Lean-технологий.
Кстати, предприятия, внедряющие в свою деятельность систему бережливого производства, нередко называют «бережливыми». От любых других предприятий они отличаются несколькими важными характеристиками.
Во-первых, основой производства этих предприятий являются люди. Они играют роль созидательной силы в производственном процессе. Оборудование и технологии в свою очередь – лишь средство достижения цели. Главный посыл здесь – то, что ни одна технология, стратегия или теория не способны сделать компанию успешной, привести ее к высоким результатам могут только люди со своим творческим и интеллектуальным потенциалом.
Во-вторых, производственные системы этих предприятий фокусируются на максимальном исключении потерь и постоянном совершенствовании производственных процессов. Интересно то, что в каждодневной деятельности по обеспечению этого принимают участие все сотрудники организации, начиная простыми рабочими и заканчивая высшим руководством.
И, в-третьих, все решения, принимаемые руководством этих предприятий, обязательно учитывают перспективы дальнейшего развития, причем текущие материальные интересы определяющего значения не имеют. Менеджеры организаций исключают из своей деятельности не приносящее пользы администрирование-командование, неоправданно жесткий контроль, оценку сотрудников посредством сложнейших систем разных показателей. Менеджмент функционирует, чтобы адекватно организовывать производственный процесс, своевременно обнаруживать, решать и предупреждать проблемы. Способность к распознаванию и разрешению проблем на своем рабочем месте высоко ценится в любом сотруднике.
Однако внедрение бережливого производства предполагает обязательное понимание основных принципов этой системы и умение работать с ее инструментами. Для начала вкратце расскажем о принципах.
Принципы бережливого производства
Несмотря на то, что практическое обеспечение принципов бережливого производства требует от предприятия достаточно серьезных усилий, сами они довольно просты. Всего их пять, и сформулировать их можно так:
- Определить, что формирует ценность продукта с позиции потребителя. На предприятии могут выполняться самые разные действия, и далеко не все из них имеют для потребителя значение. Лишь тогда, когда компания точно знает, что именно нужно конечному потребителю, она в состоянии установить, какие из процессов позволяют предоставить ему его ценности, а какие – нет.
- Определить, какие действия обязательно нужны производственной цепи, а затем устранить потери. Чтобы оптимизировать работу и выявить потери, требуется в деталях описать каждое действие с момента получения заказа до момента поставки продукта потребителю. Благодаря этому можно установить, с помощью чего можно улучшить производственные процессы.
- Перестроить действия в производственной цепи так, чтобы они превратились в целостный поток работ. Процесс производства должен быть выстроен так, чтобы исключались любые потери (простои, ожидания и т.д.) между операциями. Для этого могут потребоваться новые технологии или перепроектирование процессов. Важно помнить, что любой процесс должен включать в себя только те действия, которые добавляют ценность конечному продукту, но не повышают его стоимость.
- Действовать, исходя из интересов потребителя. Желательно, чтобы предприятие выпускало лишь тот продукт и в таком объеме, который необходим конечному потребителю. Это позволяет избежать лишних действий, ненужных потерь и затрат.
- Стремиться совершенствоваться, постоянно сокращая ненужные действия. Применять и реализовывать систему бережливого производства необходимо не единожды. Максимальный эффект будет только в том случае, если поиск потерь и их устранение будут проводиться регулярно и систематически.
На эти пять принципов нужно опираться при внедрении системы бережливого производства, причем это касается любой области деятельности, от проектирования и управления проектами до непосредственно производства и управления финансами. Повышать же производительность труда, находить и сокращать потери, оптимизировать производство и т.д. помогают инструменты Lean-системы.
Инструменты бережливого производства
Ниже мы рассмотрим основные инструменты бережливого производства:
- Стандартизированные работы. Являются четким и максимально визуализированным алгоритмом выполнения каких-либо конкретных работ. Этот алгоритм включает в себя разные стандарты, например, стандарты продолжительности производственного цикла, стандарты последовательности действий в течение одного цикла, стандарты количества материалов для работы и т.д.
- SMED (Single Minute Exchange of Die). Это особая технология быстрой переналадки оборудования. Для переналадки применяют, как правило, две категории операций. Первая – это внешние операции, и они могут проводиться без остановки оборудования (сюда относится подготовка материалов и инструментов и т.п.). Вторая – это операции внутренние, и для их осуществления оборудование необходимо останавливать. Смысл SMED состоит в том, что максимальное количество внутренних операций переводится во внешние. Достигается это при помощи организационных и технологических инноваций.
- Вытягивающее производство. Подход к организации потока производства, который исключает потери, связанные с ожиданием (пока завершится предыдущий этап работ) и перепроизводством. Здесь каждая операция технологического процесса как бы «вытягивает» требуемый объем продукта из предыдущей операции и затем передает следующей. Это позволяет избежать появления и излишков продукта, и его нехватки.
- Система подачи и рассмотрения предложений. Согласно ей, любой сотрудник может предлагать свои идеи по усовершенствованию рабочего процесса. Все работники обеспечиваются понятым механизмом реализации своих предложений. Также система включает в себя и методы стимулирования сотрудников к предложению своих идей.
- Метод «Прорыв к потоку». Применяется, чтобы выровнять и повысить эффективность производственного потока. Для этого создаются фиксированные производственные циклы, в каждый из которых внедряются принципы стандартизированных работ.
- TPM (TotalProductiveMaintenance). Система всеобщего обслуживания оборудования. При ее использовании эксплуатация оборудования совмещается с ее постоянным техобслуживанием. Такой постоянный мониторинг и поддержание оборудования в исправном состоянии обеспечиваются квалифицированными сотрудниками. При помощи TPM удается снизить уровень потерь, связанных с ремонтными работами, простоем и поломками, и обеспечить максимальную эффективность в течение всего жизненного цикла оборудования. Еще один плюс заключается в том, что обслуживающий персонал получает время на решение других задач.
- Система 5S– управленческая методика, позволяющая эффективно организовать рабочее пространство. Под аббревиатурой скрываются следующие понятия:
- o Систематизация (все предметы находятся в конкретном месте, куда есть легкий доступ)
- o Соблюдение порядка и чистоты
- o Сортировка (документация и/или предметы располагаются на рабочем месте, исходя из частоты их применения; сюда же входит ликвидация всего, в чем уже нет потребности)
- o Стандартизация (рабочие места организуются по одному и тому же принципу)
- o Совершенствование (установленные стандарты и принципы постоянно улучшаются)
К другим инструментам бережливого производства относятся:
- Кайдзен (подход к управлению предприятием, основывающийся на непрерывном улучшении качества)
- «Точно в срок» (подход к управлению производством, основывающийся на потребительском спросе)
- Канбан (система управления проектами и система управления товарами и материалами внутри и вне компании)
- Андон (визуальная система обратной связи на производстве)
- Инструменты управления качеством (диаграмма PDPC, матрица приоритетов, сетевой график, матричная диаграмма, древовидная диаграмма, диаграмма связей, диаграмма сродства и т.д.)
- Инструменты контроля качества (контрольные карты, контрольный листок, диаграмма Исикавы, диаграмма разброса, диаграмма Парето, стратификация, гистограмма и т.д.)
- Инструменты анализа и проектирования качества (метод «5 почему», метод «Домик качества», FMEA-анализ и т.д.)
В этом же разделе отдельно необходимо сказать о методе, который применяется для моделирования и предупреждения ошибок в процессах производства и сокращения потерь, связанных с дефектами. Это метод Poka-yoke.
Метод Poka-yoke заключается в поиске причин ошибок и разработке технологий и методов, позволяющих исключить возможность их появления. Он основан на идее, что если никакими способами, помимо верного, выполнить работу невозможно, но сама работа выполнена, значит, она выполнена правильно, т.е. без ошибок.
Ошибки могут появляться по разным причинам: неосторожность, невнимательность, непонимание, забывчивость человека и т.д. Учитывая человеческий фактор, все эти ошибки являются естественными и неизбежными, и чтобы найти способ их предотвратить, следует рассматривать их именно под этим углом.
Составляющие метода Poka-yoke:
- Создаются предпосылки для безошибочной работы
- Внедряются методы безошибочной работы
- Возникающие ошибки систематически устраняются
- Принимаются меры предосторожности
- Внедряются простые технические системы, которые позволяют работникам избежать ошибок
Бережливое управление: что это такое и как его внедрить

Управление производством – сложная задача, требующая немалых затрат и ресурсов. Чтобы процесс проходил максимально эффективно, бизнес использует различные подходы. Одним из таковых является бережливое управление – Lean management.
Давайте разберемся, что это за подход, как его внедряют и чем он поможет производителю.
Lean management – это…
…скорее философия, нежели методика, подразумевающая бережливый подход к производственным процессам. Выражаясь кратко и точно – это сокращение затрат и экономия ресурсов с получением лучших результатов.
Суть в том, что этот подход не имеет никаких наборов правил или практик – он основан лишь на конкретных приемах. Этот инструмент помогает вовремя выявить скрытые потери и устранить их. В результате издержки сокращаются, а эффективность команды повышается.
Вообще, как его только не называют – бережливое производство, мышление, управление, подход, даже преобразование. В разных направлениях его обозначают соответствующе, начиная от бережливого строительства и бережливого здравоохранения и заканчивая бережливой разработкой ПО и даже бережливым правительством. Вывод из всего этого – метод Lean применим практически везде и подходит для любых сфер и направлений.
Откуда это пошло и как работает
Принцип, кстати, был основан в 1950 годах в компании Toyota. Там его внедрил Тайити Оно – инженер, ставший впоследствии председателем совета директоров. Он разработал собственную производственную систему и выделил в ней виды потерь. Всего их 7, и заключаются они в следующем:
- Излишнее производство – когда компания выпускает больше продукции, чем может реализовать. Его, кстати, Тайити Оно считал основные видом потерь, из-за которого возникали остальные.
- Большие запасы, избыток. В современной интерпретации это нереализованные проекты, также неиспользованные материалы и ресурсы. Например, неопубликованные тексты, неиспользованный код или неутвержденный макет изображения.
- Ненужный функционал – здесь подразумеваются те опции и возможности, которые присутствуют в товаре или услуге, но при этом ими не пользуются конечные потребители. Для меня это, скажем, третья камера в смартфоне.
- Ожидания и задержки – все те моменты, где команде приходится ждать решения других для дальнейшего продолжения дела. Например, когда проект отдан на согласование или дизайнер/программист/текстовик ждет правок.
- Дефекты и брак – на их устранение требуются ресурсы и время, поэтому лучше следить за качеством работы с начальных этапов. В некоторых случаях без ошибок, конечно, дело не обходится, но это скорее некоторые исключения.
- Повторное изучение или лишние этапы обработки – такое возникает, если одни люди постоянно перекидывают обязанности другим. Им ведь приходится каждый раз тратить время на то, чтобы вникнуть в суть, а это снижает эффективность. Или когда в команду на середине разработки проекта приглашают новичка, и тому тоже надо дать время на то, чтобы понять свои задачи.
- Не налаженное передвижение – здесь подразумевается как лишняя транспортировка, так и постоянные переключения между задачами. Примеры – когда материалы между отделами доставляются неоперативно, проект или его часть передают другому в работу, на сотрудника вешают сразу несколько проектов, и ему постоянно приходится переключаться.
Позднее Джеффри Лайкер, проводивший исследования производственной системы Toyota, выделил еще один, восьмой вид потерь – это нереализованный творческий потенциал сотрудников. Такое происходит, если к человеку относятся не как к личности, а как к ресурсу. Тот в итоге теряет интерес, и эффективность выполняемых процессов падает.
Вообще, указанные потери – это база, на их устранение и работает вся система. А вот как – это уже на ваше усмотрение, в зависимости от выбранной концепции и задействованных инструментов.
Комьюнити теперь в Телеграм
Подпишитесь и будьте в курсе последних IT-новостей
Преимущества Lean
Есть несколько основных плюсов от внедрения подобной методики в управленческую систему:
- Экономия ресурсов. Если устранить все виды потерь, то в итоге можно в разы снизить траты, автоматизировать процессы, убрать лишние функции и исключить ненужные шаги.
- Рост вовлеченности сотрудников. Если снизить время ожидания и исключить излишки, люди убедятся в эффективности системы и станут с большим интересом относиться к работе.
- Повышение качества продукции. Система помогает выявить и устранить ошибки в проектах.
- Рост продуктивности. Если упростить бизнес-процессы, сократить время на выполнение задач и внедрить систему KPI, становится проще оценивать эффективность работы сотрудников.
Принципы внедрения Lean в компании
В свое время компания Toyota внедрила 14 принципов производственной системы. Основываясь на них, руководители смогли наладить производство и выйти в лидеры на рынке автомобилей. Сейчас они несколько трансформировались и меняются в зависимости от конкретной сферы деятельности. Но одно остается неизменным – это ценности, на которые ориентируется производители. Вот они:
- Устранение потерь. Все виды потерь нужно постараться исключить. Как это сделать? Узнать, приносит ли действие пользу, улучшает ли качество, приносит ли прибыль и экономит ли время. Если нет, значит перед вами «потеря».
- Обучение сотрудников. Чтобы создать качественный продукт, команда должна постоянно учиться чему-то новому. А обязанность руководства – дать возможность для обучения, получения новых навыков и знаний.
- Непрерывное производство. Важно, чтобы в работе команды было меньше «простоев». Даже так – «точно в срок» является базовым принципом этой методологии. Поэтому чем раньше выполнит свою работу сотрудник, тем быстрее он получит обратную связь и быстрее внесет правки.
- Командообразование. Помимо получения знаний сотрудники должны еще и сплотиться, работать сообща и понимать ценность продукта компании. Важно доверять сотрудникам и ценить их вклад.
- Исключение дефектов. Фокус команды должен быть направлен на качество и отсутствие при этом каких-то дефектов.
- Отслеживание общего прогресса. Участники команды должны понимать свои задачи и видеть общий прогресс. Поэтому актуальная информация всегда должна быть доступна для всех участников.
Самыми первыми, конечно, Lean‑менеджмент использовали Toyota. Однако за ними технику успешно внедрили и другие крупные компании вроде Boeing, Lenovo, Jacobs Equipment Company (Danaher), Unior, Volvo и многие другие. По сей дей многие организации продолжают использовать этот метод и повышать эффективность производства.
Способы внедрения Lean
Существует куча способов, с помощью которых можно наладить производство и внедрить в него методологию Lean.
Инструменты и концепции
Сначала поговорим о конкретных концепциях и методиках, с помощью которых можно придерживаться ценностей бережливого менеджмента и устранять потери.
- Кайдзен – одна из главных производственных концепций, эдакая японская культура, философия или практика. Ее главный принцип – это непрерывное совершенствование. В бизнесе она предполагает постоянное улучшение процессов и действий, сотрудников и руководителей. При этом важно наладить производство без потерь, что смежно с Lean-менеджментом.
- Канбан – это методика менеджмента, появившаяся при разработке методики бережливого управления, то бишь в компании Toyota. Сейчас это скорее удобный способ распределения обязанностей, активно используемый в современных компаниях. Подробнее о методике, кстати, можно почитать в отдельном материале.
- KPI – система, позволяющая устанавливать ключевые метрики производительности для конкретной задачи. Помогает анализировать главные направления деятельности компании и оценивать их эффективность. Дополнительно позволяет стимулировать сотрудников.
- Poka Yoke, «пока-ёкэ». Представляет собой инструмент предотвращения ошибок, а именно разработку разных устройств или процедур для исключения дефектов в производстве. Иногда его называют как «принцип нулевой ошибки» или «защита от дурака». Разработан в 1960 годах японским инженером Сигэо Синго, который тоже работал над производственной системой Toyota.

- SMART – метод целеполагания, основанный на 5 принципах в соответствии с буквами из аббревиатуры. Позволяет установить точную, реалистичную и измеримую цель. Подробнее о нем можно узнать в другой статье.
- SMED – Single Minute Exchange of Dies, переводится как «быстрая замена штампов» или «быстрая переналадка». Еще одна концепция, одна из лучших, позволяющая управлять отдельными проектами или даже предприятиями. На данный момент является одним из лучших инструментов проектного менеджмента. Предполагает быстрое переключением между стадиями производства, а также снижение финансовых и временных затрат при создании и хранении продукции.
- 5S – система организации рабочего места, включающая 5 основных шагов: сэири, или Sort – сортировка вещей на нужные и ненужные; сэитон, или Set in order – расположение и хранение вещей в строгом порядке; сэисо, или Shine – поддержание рабочего места в чистоте; сэикецу, или Standartize – установление норм и правил; сицукэ, или Sustain – совершенствование и самодисциплина. Для этой концепции важно соблюдение установленных шагов всеми сотрудниками компании – от уборщицы до руководителя.
Приложения и сервисы
Теперь речь пойдет о конкретных программах и сервисах, которые будут полезны при внедрении принципов Lean-менеджмента в вашей компании.
- LeanKit – программа, ориентированная именно на выполнение задач по Lean-менеджменту на основе метода канбан. Функционал очень продуманный, сроки выполнения отображаются наглядно, плюс удобно контролировать выполнение обязанностей другими сотрудниками. Желающие смогут опробовать программу, так как есть пробный 30-дневный период. Дальше придется платить от 19 долларов в месяц в зависимости от выбранного тарифа.
- Kanbanize – еще один очень простой и эффективный инструмент, базирующийся на методе канбан. Включает инструменты аналитики и возможность расширения параметров досок на свое усмотрение. Есть пробный период на 30 дней, далее пользование сервисом будет обходиться от $149-179 в месяц (это на 15 пользователей).
- Worksection– украинский продукт, базируется на том же методе канбан и диаграммах Ганта. Есть все для удобного управления проектами и составления нескольких видов отчетов. Наглядно показывает, где задача простаивает и кто за нее ответственен. Есть бесплатный тариф с небольшим функционалом. Если понадобится больше, платить придется от 29 долларов за месяц в зависимости от выбранного варианта.
- Jira – хороший, наглядный инструмент, опять-таки на канбане. Есть возможность расставлять приоритет, привязывать задачу к конкретной категории и отслеживать завершение обязанностей на разных версиях проекта в одном месте. Плюс есть мобильное приложение, которое можно скачать напрямую из онлайн-маркетов App Store и Google Play. Есть бесплатная версия с поддержкой до 10 пользователей; при большем количестве сотрудников нужно платить от $7,5 ежемесячно с пробной 7-дневной версией.
- Trello– самый популярный инструмент, очень простой и в то же время эффективный. Кстати, у Jira и Trello один разработчик. Тоже есть мобильное приложение, вполне удобное и неплохо проработанное. Есть интеграция с сервисами Microsoft вроде Dropbox и Teams, а также с Google Drive. По ценам далеко от собрата не ушли – бесплатная версия на 10 досок, а платно от $5 за пользователя в месяц.
Полезное чтиво по теме
Если вы захотите углубиться в тему бережливого производства, советую вам прочитать следующие книги:
- Майкл Джордж. «Бережливое производство + шесть сигм в сфере услуг». Автор углубляется в указанные принципы и приводит много жизненных примеров (из них в основном книга и состоит). А еще он рассматривает принципы введения этих техник в работу компании, конкретно в сфере услуг. Плюс он перечисляет основные трудности, связанные с подобными процессами.
- Джеймс П. Вумек и Дэниел Джонс. «Бережливое производство: Как избавиться от потерь и добиться процветания вашей компании» и «Продажа товаров и услуг по методу бережливого производства». Первая книга стала бестселлером – она достаточно свежая, информация в ней актуальна. Вторая вышла раньше и имеет сравнительно меньшую практическую направленность. Однако обе будут полезны, ведь авторы их не понаслышке знают об основах и подводных камнях системы бережливого управления.
- Сигео Синго. «Изучение производственной системы Тойоты с точки зрения организации производства». Автор – тот самый человек, разработавший и доведший до ума методы Poka Yoke, SMED и «Защита от дурака». Так как он раньше руководил автомобильной фирмой Toyota, то и примеры в книге приводятся именно по ней. Однако он параллельно рассматривает особенности внедрения отдельных элементов ее производственной системы в любую другую структуру, поэтому книга будет крайне полезна всем, кто планирует освоить Lean-менеджмент.
- Джеффри Лайкер. «Дао Toyota: 14 принципов менеджмента ведущей компании мира». Те самые 14 принципов, на которых базировался производственный процесс японского автоконцерна. Кстати, автор – тот самый человек, который выделил восьмой вид потерь в виде нереализованного творческого потенциала работников фирмы. На протяжении 20 лет он проводил наблюдения, изучал философию компании, смотрел на развитие сотрудников и выделял самые успешные кейсы.
- Раджу Нави, Прабху Джайдип. «Бережливые инновации. Технологии умных затрат». Эту книгу можно назвать сборником основных положений, так как авторы рассматривают именно основные принципы бережливого производства, при этом к каждому из них приводят наглядные кейсы.
Lean-менеджмент интересен и эффективен, он помогает снизить затраты и минимизировать потери, мотивировать сотрудников и дать им наглядную картину того, как развивается проект.
Источник: timeweb.com